MAGNABEND - 回路操作
Magnabend 板金フォルダーは、DC クランプ電磁石として設計されています。
電磁コイルを駆動するために必要な最も単純な回路は、スイッチとブリッジ整流器のみで構成されています。
図 1: 最小回路:
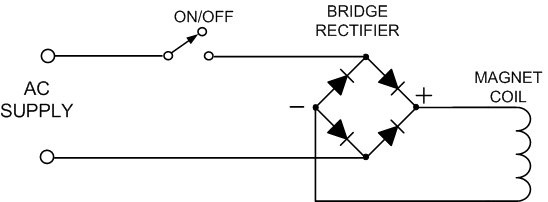
ON/OFF スイッチは回路の AC 側に接続されていることに注意してください。これにより、ターンオフ後、電流がゼロに指数関数的に減衰するまで、誘導コイル電流がブリッジ整流器のダイオードを循環することができます。
(ブリッジ内のダイオードは「フライバック」ダイオードとして機能しています)。
より安全で便利な操作のために、両手のインターロックと 2 段階のクランプを提供する回路を持つことが望ましいです。両手のインターロックにより、指がクランプバーの下に挟まることを防ぎ、段階的なクランプによりソフトなスタートが可能になり、プリクランプが作動するまで片手で物を保持することができます。
図 2: インターロックと 2 段階のクランプを備えた回路:
START ボタンを押すと、AC コンデンサを介してマグネット コイルに小さな電圧が供給され、軽いクランプ効果が生じます。コイルへの電流を制限するこのリアクティブな方法では、制限デバイス (コンデンサ) で大きな電力消費が発生しません。
ベンディングビーム操作スイッチとSTARTボタンの両方を同時に操作すると、完全なクランプが得られます。
通常、最初に START ボタンを (左手で) 押してから、もう一方の手でベンディング ビームのハンドルを引きます。2 つのスイッチの操作が重複しない限り、完全なクランプは行われません。ただし、完全なクランプが確立されたら、START ボタンを押し続ける必要はありません。
残留磁気
ほとんどの電磁石と同様に、Magnabend マシンの小さいながらも重要な問題は、残留磁気の問題です。磁石をOFFした後に残っている微量の磁気です。これにより、クランプバーが磁石本体に弱くクランプされたままになり、ワークピースの取り外しが困難になります。
軟磁性鉄の使用は、残留磁気を克服するための多くの可能なアプローチの 1 つです。
ただし、この素材は在庫サイズでは入手が難しく、また物理的に柔らかいため、曲げ加工機で簡単に損傷する可能性があります。
磁気回路に非磁性ギャップを含めることは、おそらく残留磁気を減らす最も簡単な方法です。この方法は効果的であり、製造された磁石本体で達成するのはかなり簡単です.磁石部品を一緒にボルトで固定する前に、フロントポールとコアピースの間に厚さ約0.2mmの厚紙またはアルミニウムを組み込むだけです.この方法の主な欠点は、非磁性ギャップにより、完全なクランプに使用できる磁束が減少することです。また、E タイプの磁石設計に使用されるように、ワンピースの磁石本体にギャップを組み込むことは簡単ではありません。
補助コイルによる逆バイアス磁界も有効な方法です。しかし、初期のマグナベンドの設計で短期間使用されたものの、コイルの製造と制御回路に不当な余分な複雑さが伴います。
減衰振動 (「リンギング」) は、概念的に消磁の非常に優れた方法です。
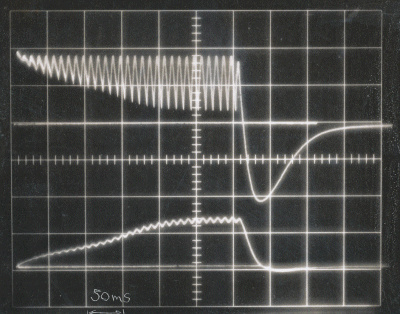
これらのオシロスコープの写真は、Magnabend コイルの電圧 (上のトレース) と電流 (下のトレース) を示しており、適切なコンデンサが両端に接続されて自励発振しています。(AC 電源は、写真のほぼ中央でオフになっています)。
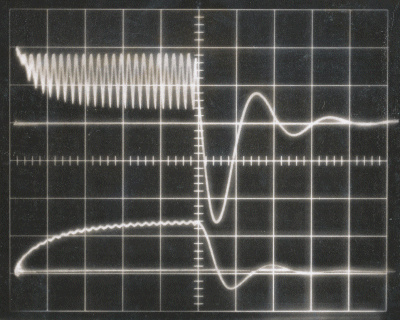
最初の写真は開磁路用で、磁石にクランプバーがありません。2 番目の写真は閉磁路用で、磁石に全長クランプバーが付いています。
最初の図では、電圧は減衰振動 (リンギング) を示し、電流 (下のトレース) も同様ですが、2 番目の図では、電圧は振動せず、電流はまったく反転しません。これは、磁束の振動がないことを意味し、したがって残留磁気のキャンセルはありません。
問題は、主に鋼の渦電流損失が原因で、磁石の減衰が強すぎることです。残念ながら、この方法はマグナベンドでは機能しません。
強制発振もまた別のアイデアです。磁石が減衰しすぎて自励振動できない場合、必要に応じてエネルギーを供給する能動回路によって強制的に振動させることができます。これは、Magnabend についても徹底的に調査されています。その主な欠点は、過度に複雑な回路が含まれていることです。
逆パルス消磁は、マグナベンドにとって最も費用対効果が高いことが証明されている方法です。この設計の詳細は、Magnetic Engineering Pty Ltd によって実行されたオリジナルの作業を表しています。詳細な説明は次のとおりです。
逆パルス消磁
このアイデアの本質は、コンデンサにエネルギーを蓄え、磁石がオフになった直後にコイルに放出することです。極性は、コンデンサがコイルに逆電流を誘導するようにする必要があります。コンデンサに蓄えられるエネルギーの量は、残留磁気をキャンセルするのにちょうど十分になるように調整できます。(あまりにも多くのエネルギーがそれをやり過ぎて、磁石を反対方向に再磁化する可能性があります)。
逆パルス方式のさらなる利点は、非常に高速な消磁と、磁石からのクランプバーのほぼ瞬時の解放をもたらすことです。これは、逆パルスを接続する前にコイル電流がゼロに減衰するのを待つ必要がないためです。パルスを印加すると、コイル電流は、通常の指数関数的減衰よりもはるかに速く強制的にゼロになります (その後、逆になります)。
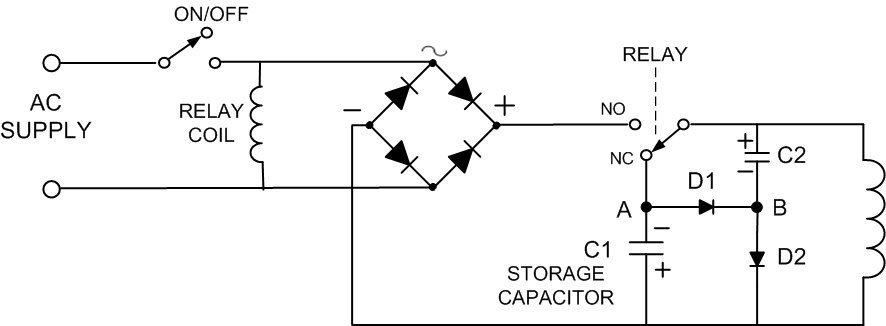
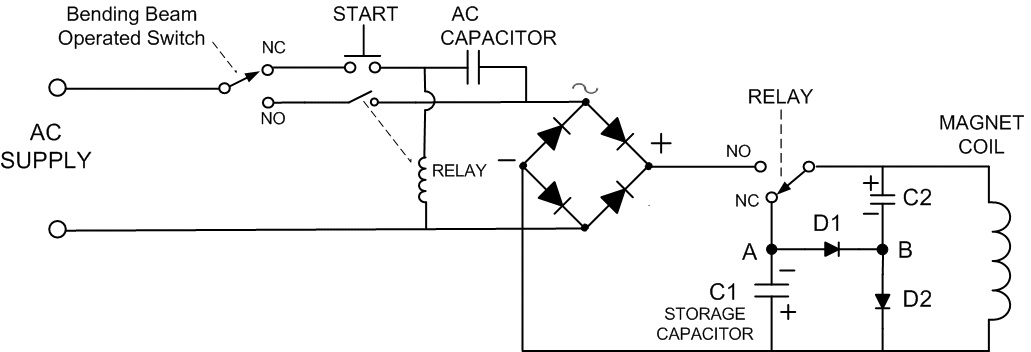
図 3: 基本的な逆パルス回路
さて、通常、整流器と電磁コイルの間にスイッチ接点を配置することは「火遊び」です。
これは、誘導電流を突然遮断することができないためです。その場合、スイッチの接点がアーク放電し、スイッチが損傷するか、完全に破壊されることさえあります。(機械的に相当するものは、フライホイールを突然止めようとすることです)。
したがって、どのような回路が考案されても、スイッチの接点が切り替わる数ミリ秒を含め、常にコイル電流の効果的な経路を提供する必要があります。
上記の回路は、2 つのコンデンサと 2 つのダイオード (およびリレー接点) のみで構成され、ストレージ コンデンサを負の電圧 (コイルの基準側に対して) に充電する機能を実現し、コイルの代替経路も提供します。リレー接点が作動中の電流。
使い方:
大まかに言うと、D1 と C2 は C1 のチャージ ポンプとして機能し、D2 はポイント B が正になるのを防ぐクランプ ダイオードです。
磁石がオンの間、リレー接点は「ノーマル オープン」(NO) 端子に接続され、磁石は板金をクランプする通常の仕事を行います。チャージ ポンプは、ピーク コイル電圧と大きさが等しい負のピーク電圧に向かって C1 を充電します。C1 の電圧は指数関数的に増加しますが、約 0.5 秒以内に完全に充電されます。
その後、マシンの電源を切るまでその状態を維持します。
スイッチオフ直後、リレーは短時間保持されます。この間、誘導性の高いコイル電流がブリッジ整流器のダイオードを介して再循環し続けます。ここで、約 30 ミリ秒の遅延の後、リレー接点が分離し始めます。コイル電流はもはや整流ダイオードを通過できませんが、代わりに C1、D1、および C2 を通る経路を見つけます。この電流の方向は、C1 の負電荷をさらに増加させ、C2 の充電も開始する方向です。
C2 の値は、アークが形成されないようにするために、リレー接点を開く際の電圧上昇率を制御するのに十分な大きさである必要があります。典型的なリレーでは、コイル電流 1 アンペアあたり約 5 マイクロファラッドの値で十分です。
下の図 4 は、ターンオフ後の最初の 0.5 秒間に発生する波形の詳細を示しています。C2 によって制御されている電圧ランプは、図の中央の赤いトレースにはっきりと表示されており、「Relay contact on the fly」とラベル付けされています。(実際の飛行時間は、このトレースから推定できます。約 1.5 ミリ秒です)。
リレー アーマチュアがその NC 端子に着地するとすぐに、負に帯電したストレージ コンデンサがマグネット コイルに接続されます。これはコイル電流をすぐに反転させるわけではありませんが、電流は現在「上り坂」に流れているため、急速にゼロを通過し、蓄積コンデンサの接続後約 80 ms で発生する負のピークに向かって強制されます。(図 5 を参照)。負の電流は磁石内に負の磁束を誘導し、残留磁気を打ち消し、クランプバーとワークピースは素早く解放されます。
図 4: 拡大された波形
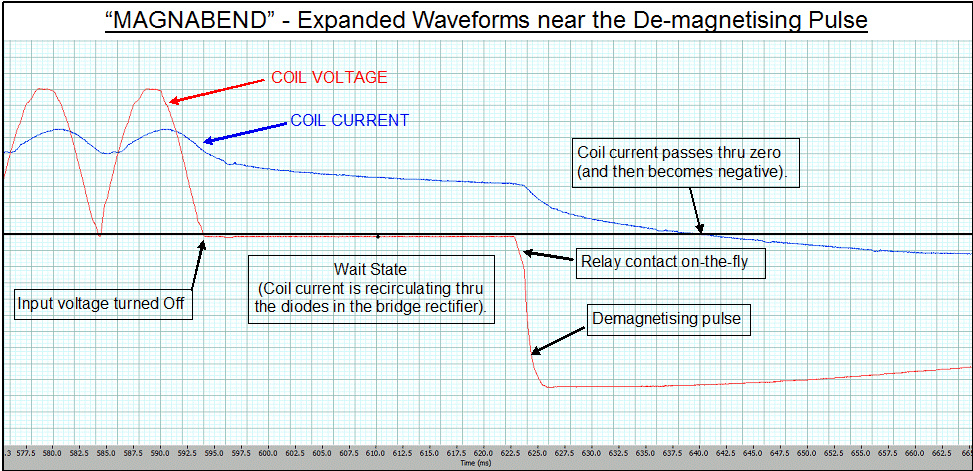
図 5: マグネット コイルの電圧と電流の波形
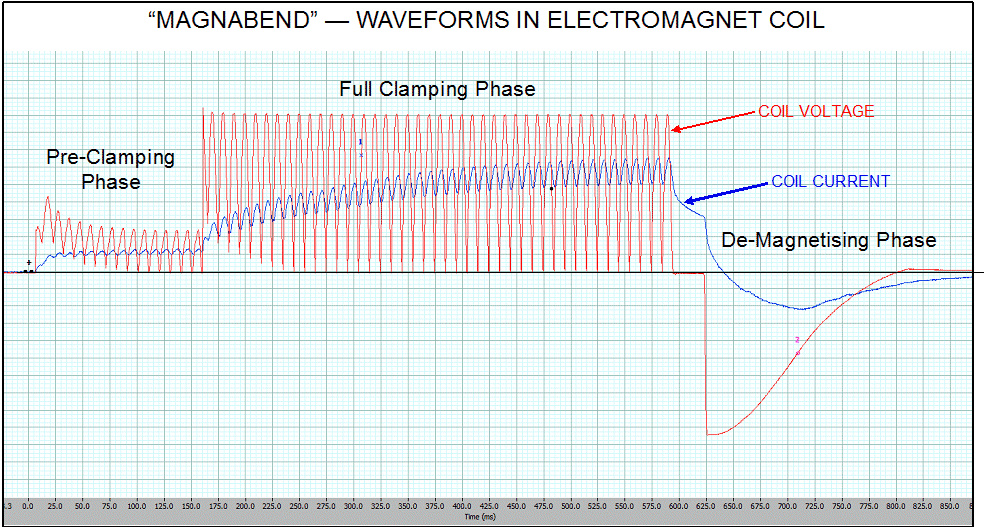
上の図 5 は、プレクランプ フェーズ、フル クランプ フェーズ、消磁フェーズ中のマグネット コイルの電圧と電流の波形を示しています。
この消磁回路の単純さと有効性は、消磁を必要とする他の電磁石に応用できることを意味すると考えられています。残留磁気が問題にならない場合でも、この回路はコイル電流を非常に迅速にゼロに転流させ、迅速な解放を行うのに非常に役立ちます。
実用的なマグナベンド回路:
上で説明した回路の概念は、以下に示すように、両手インターロックと逆パルス消磁の両方を備えた完全な回路に組み合わせることができます (図 6)。
図 6: 複合回路
この回路は機能しますが、残念ながら信頼性に欠けます。
信頼性の高い動作とより長いスイッチ寿命を得るには、以下に示すように、基本回路にいくつかのコンポーネントを追加する必要があります (図 7)。
図 7: 改良を加えた複合回路
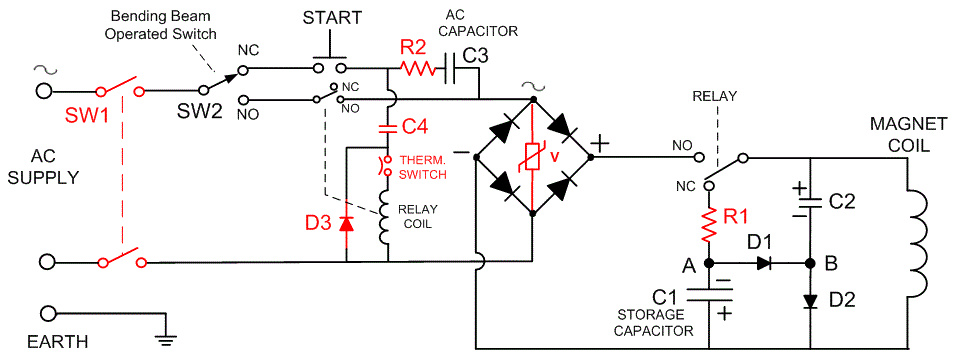
SW1:
これは 2 極の絶縁スイッチです。便宜上、および電気規格に準拠するために追加されています。このスイッチには、回路のオン/オフ状態を示すネオンインジケータライトを組み込むことも望ましいです。
D3 と C4:
D3 がないと、リレーのラッチは信頼できず、ベンディング ビーム スイッチの動作時の主電源波形の位相に多少依存します。D3 は、リレーのドロップアウトに遅延 (通常は 30 ミリ秒) を導入します。これにより、ラッチングの問題が解決されます。消磁パルスの開始直前 (サイクルの後半) にドロップアウト遅延を設けることも有益です。C4 はリレー回路の AC カップリングを提供します。そうでなければ、START ボタンが押されたときに半波短絡回路になります。
THERM。スイッチ:
このスイッチのハウジングは磁石本体と接触しており、磁石が熱くなりすぎると (>70 C) 開回路になります。リレーコイルと直列に配置すると、完全な磁石電流ではなく、リレーコイルを流れる小さな電流のみを切り替える必要があることを意味します.
R2:
START ボタンが押されると、リレーが引き込まれ、ブリッジ整流器、C2、およびダイオード D2 を介して C3 を充電する突入電流が発生します。R2 がないと、この回路に抵抗がなくなり、結果として生じる高電流によって START スイッチの接点が損傷する可能性があります。
また、R2 が保護を提供する別の回路条件があります。ベンディング ビーム スイッチ (SW2) が NO 端子 (完全な磁石電流が流れる場所) から NC 端子に移動すると、アークが形成されることがよくあります。この時点で START スイッチがまだ保持されていた場合、C3 は実質的に短絡され、C3 の電圧によっては SW2 が損傷する可能性があります。ただし、R2 はこの短絡電流を安全な値に制限します。十分な保護を提供するために、R2 には低い抵抗値 (通常は 2 オーム) しか必要ありません。
バリスタ:
整流器の AC 端子間に接続されているバリスタは、通常は何もしません。ただし、主電源にサージ電圧が発生した場合 (たとえば近くの落雷などにより)、バリスタはサージのエネルギーを吸収し、電圧スパイクがブリッジ整流器を損傷するのを防ぎます。
R1:
消磁パルス中に START ボタンを押すと、リレー接点でアークが発生し、C1 (蓄電コンデンサ) が事実上短絡する可能性があります。コンデンサのエネルギーは、C1、ブリッジ整流器、およびリレーのアークで構成される回路に放出されます。R1がないと、この回路にはほとんど抵抗がないため、電流が非常に高くなり、リレーの接点を溶接するのに十分です.R1 は、この (やや異常な) 不測の事態に対する保護を提供します。
R1 の選択に関する特記事項:
上記の事態が発生した場合、R1 の実際の値に関係なく、R1 は C1 に保存されたエネルギーのほぼすべてを吸収します。R1 は、他の回路抵抗と比較して大きく、Magnabend コイルの抵抗と比較して小さくする必要があります (そうしないと、R1 によって消磁パルスの有効性が低下します)。約 5 ~ 10 オームの値が適していますが、R1 の電力定格はどれくらいにする必要がありますか?実際に指定する必要があるのは、抵抗器のパルス電力またはエネルギー定格です。ただし、この特性は通常、電力抵抗器では規定されていません。低値の電力抵抗器は通常、巻線されており、この抵抗器で探すべき重要な要素は、その構造に使用される実際のワイヤの量であると判断しました。サンプルの抵抗器を割って開き、ゲージと使用されているワイヤの長さを測定する必要があります。これからワイヤの総体積を計算し、少なくとも 20 mm3 のワイヤを持つ抵抗器を選択します。
(たとえば、RS Components の 6.8 オーム/11 ワットの抵抗器のワイヤー体積は 24mm3 であることがわかりました)。
幸いなことに、これらの追加のコンポーネントはサイズもコストも小さいため、Magnabend 電気の全体的なコストにわずか数ドルしか追加されません。
まだ議論されていない追加の回路があります。これにより、比較的小さな問題が解決されます。
START ボタンを押した後、ハンドルを引っ張らないと (さもなければ完全なクランプが得られます)、蓄電コンデンサは完全に充電されず、START ボタンを離したときに発生する消磁パルスはマシンを完全に消磁しません。 .クランプバーが機械にくっついたままになり、迷惑になります。
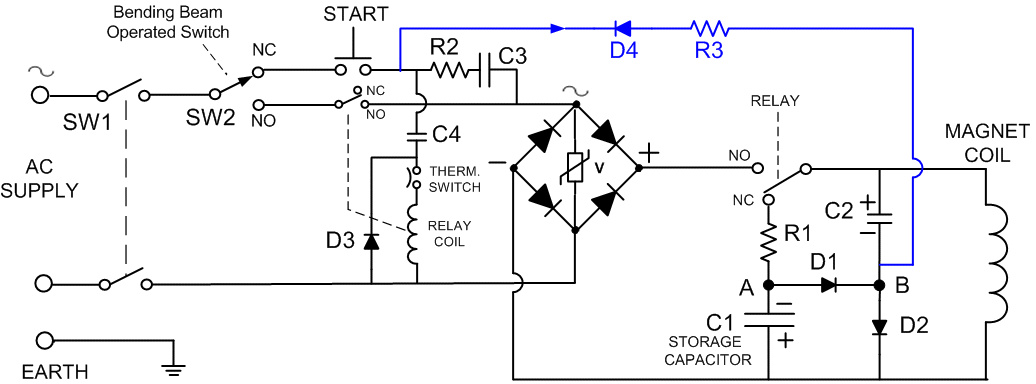
以下の図 8 の青色で示されている D4 と R3 を追加すると、適切な波形がチャージ ポンプ回路に供給され、フル クランプが適用されていない場合でも C1 が確実に充電されるようになります。(R3 の値は重要ではありません。220 オーム/10 ワットがほとんどのマシンに適しています)。
図 8: 「START」後のみ消磁する回路:
回路コンポーネントの詳細については、「独自の Magnabend を作成する」のコンポーネント セクションを参照してください。
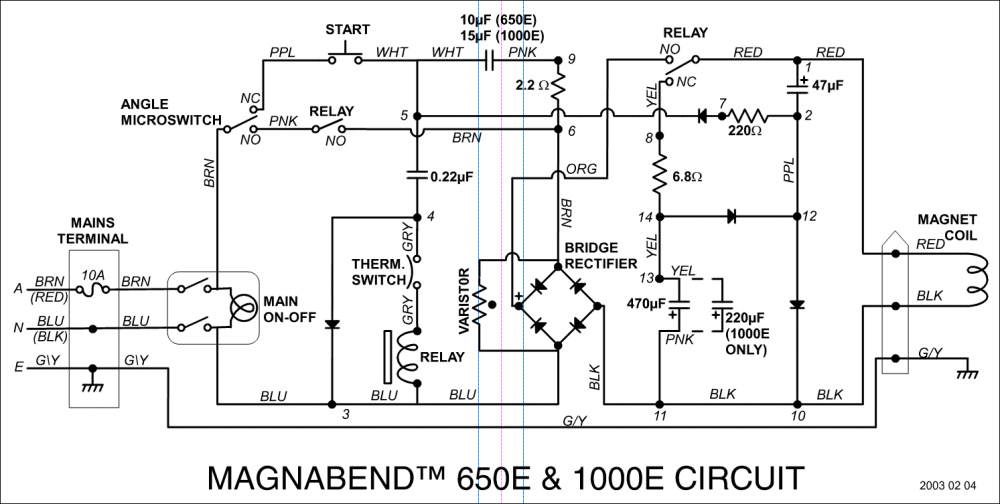
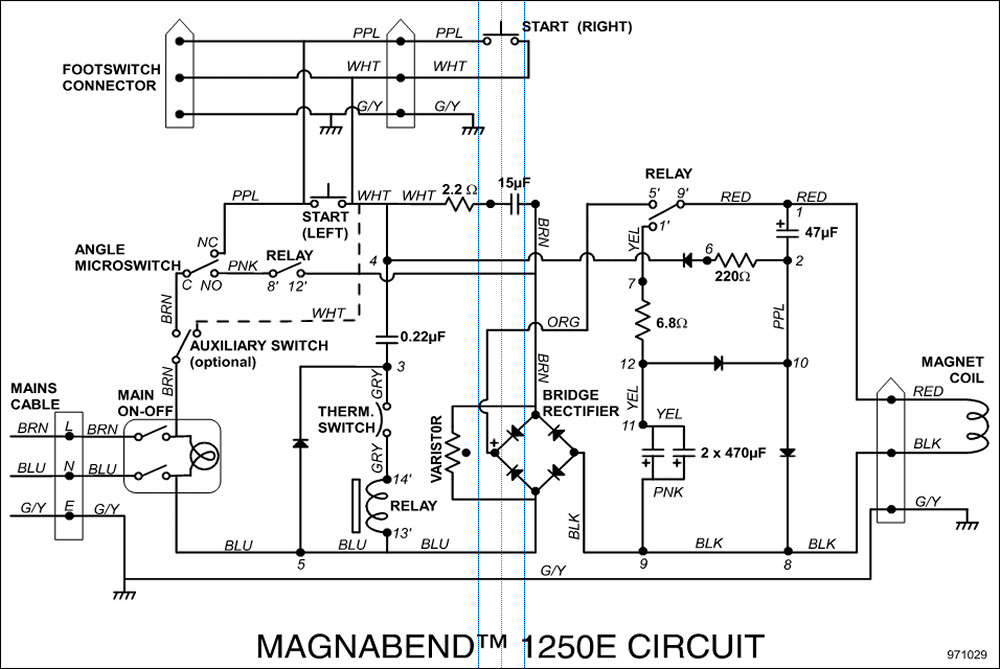
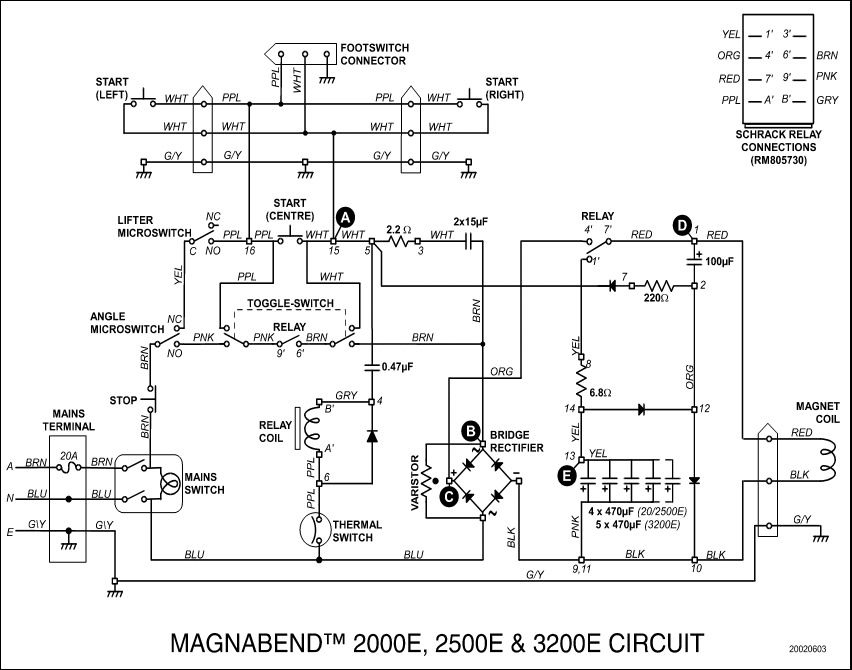
参考までに、Magnetic Engineering Pty Ltd 製の 240 ボルト AC、E タイプ Magnabend マシンの完全な回路図を以下に示します。
115 VAC で操作するには、多くのコンポーネントの値を変更する必要があることに注意してください。
マグネティック エンジニアリングは、事業が売却された 2003 年に Magnabend マシンの生産を終了しました。
注: 上記の説明は、回路動作の主な原理を説明することを目的としており、すべての詳細が網羅されているわけではありません。上記の完全な回路は、このサイトの他の場所で入手できる Magnabend のマニュアルにも含まれています。
また、リレーの代わりに IGBT を使用して電流を切り替える、この回路の完全なソリッド ステート バージョンを開発したことにも注意してください。
ソリッド ステート回路は、Magnabend マシンでは使用されませんでしたが、生産ライン用に製造された特殊な磁石に使用されました。これらの生産ラインは通常、1 日あたり 5,000 個のアイテム (冷蔵庫のドアなど) を生産していました。
マグネティック エンジニアリングは、事業が売却された 2003 年に Magnabend マシンの生産を終了しました。
詳細については、このサイトの Contact Alan リンクを使用してください。