MAGNABEND をさらに活用する
Magnabend Machine の曲げ性能を向上させるためにできることがいくつかあります。
曲げるのに費やす時間を最小限に抑えます。これにより、マシンが熱くなるのを防ぐことができます。コイルが熱くなると、その抵抗が増加するため、電流が少なくなり、アンペアターンが少なくなり、磁化力が少なくなります.
磁石の表面をきれいに保ち、大きなバリがないようにしてください。バリはミルヤスリで安全に除去できます。また、磁石の表面には油などの潤滑剤がかからないようにしてください。これにより、曲げが完了する前にワークピースが後方に滑る可能性があります。
厚さ容量:
1 つまたは複数の極に空隙 (または非磁性ギャップ) がある場合、磁石は多くのクランプ力を失います。
多くの場合、この問題は鋼のスクラップ片を挿入して隙間を埋めることで解決できます。これは、より厚い材料を曲げるときに特に重要です。フィラーピースはワークピースと同じ厚さで、ワークピースがどんな種類の金属であっても常に鋼でなければなりません。以下の図は、これを示しています。
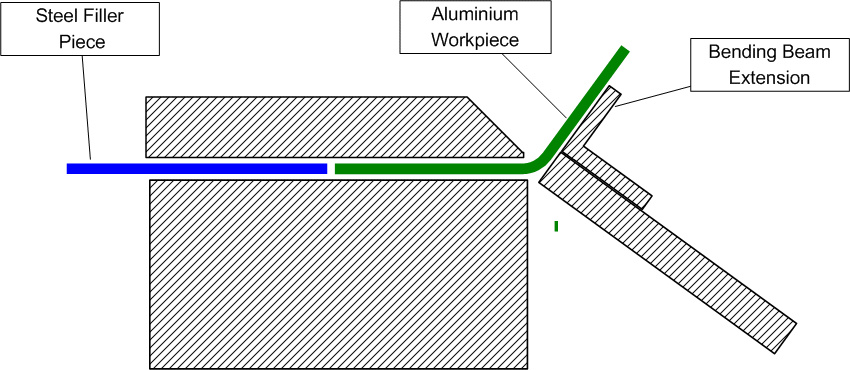
機械でより厚いワークピースを曲げる別の方法は、幅の広い延長ピースを曲げビームに取り付けることです。これによりワークピースにより多くのてこ作用が与えられますが、ワークピースがエクステンションにかみ合う十分な幅のリップを持っていない限り、明らかにこれは役に立ちません。(これは上の図にも示されています)。
特殊工具:
Magnabend に特殊工具を簡単に組み込むことができることは、Magnabend の非常に強力な機能の 1 つです。
たとえば、ワークピースのボックス エッジの成形に対応するために特別に薄いノーズが機械加工されたクランプバーがあります。(ノーズが薄いと、クランプ力がいくらか失われ、機械的強度がいくらか失われるため、より軽いゲージの金属にのみ適している可能性があります)。(Magnabend の所有者は、このようなツールを生産アイテムに使用して良好な結果を得ています)。

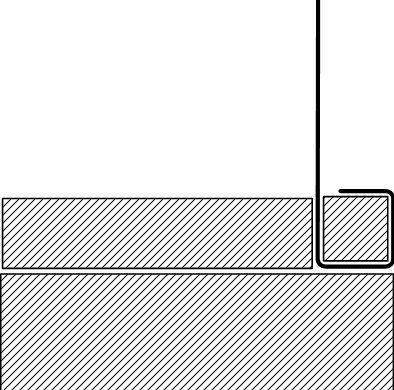
このボックス エッジの形状は、左に示すように基本的なスチール セクションを組み合わせてツーリングを作成することにより、特別に機械加工されたクランプバーを必要とせずに形成することもできます。
(このスタイルのツーリングを作るのは簡単ですが、特別に機械加工されたクランプバーに比べて使いにくいです)。
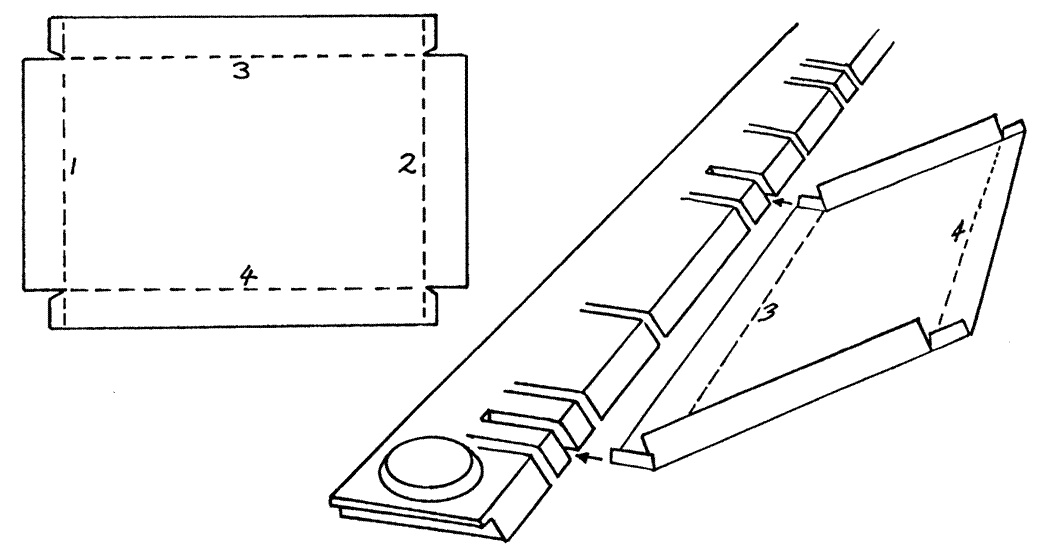
特殊工具のもう 1 つの例は、スロット付きクランプバーです。これの使用法はマニュアルで説明されており、ここに示されています。

厚さ 6.3 mm (1/4 インチ) のバスバーのこの部分は、特別なクランプバーを使用してマグナベンドで曲げられ、リベートがフライス加工されてバスバーが取り出されました。
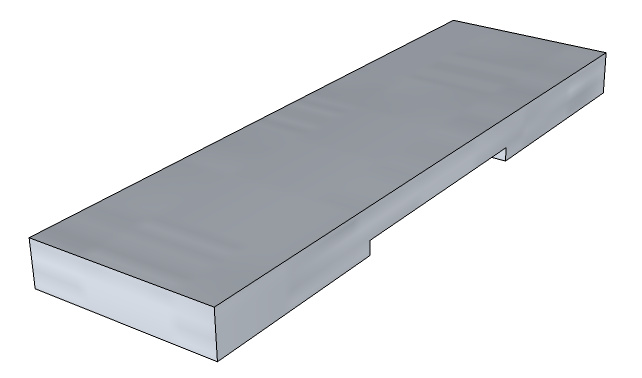
銅製ブスバーを曲げるためのリベートクランプバー。
特殊工具には無数の可能性があります。
以下に、アイデアを提供するためのスケッチをいくつか示します。
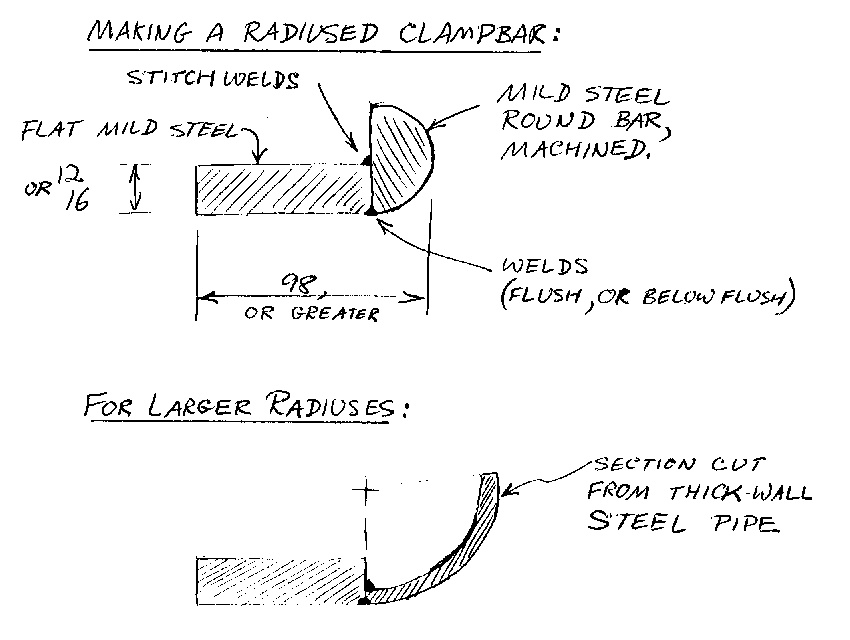
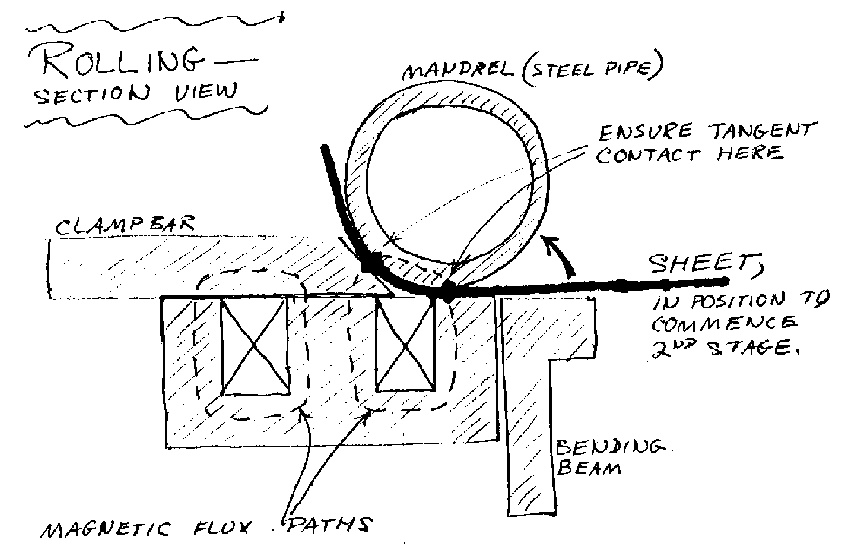
付属していないパイプを使用して曲線を形成する場合は、下図の詳細に注意してください。破線で表された磁束が大きな空隙を横切らなくてもパイプ セクションに通過できるように部品を配置することが最も重要です。