マグナベンドセンターレスヒンジ
多くのリクエストに続いて、マグナベンドのセンターレスヒンジの詳細な図面をこのウェブサイトに追加しています。
ただし、これらのヒンジは1回限りの機械では作成が難しいことに注意してください。
ヒンジの主要部分には、正確な鋳造(たとえば投資プロセスによる)またはNC法による機械加工が必要です。
愛好家はおそらくこのヒンジを作ろうとすべきではありません。
ただし、メーカーはこれらの図面が非常に役立つ場合があります。
(作成がそれほど難しくないヒンジの代替スタイルは、パンタグラフスタイルです。このセクションとこのビデオを参照してください)。
Magnabend CENTRELESS COMPOUND HINGEは、Geoff Fenton氏によって発明され、多くの国で特許を取得しています。(特許は現在失効しています)。
これらのヒンジの設計により、マグナベンドマシンを完全にオープンエンドにすることができます。
曲げビームは仮想軸を中心に回転し、通常は機械の作業面の少し上にあり、ビームは完全に180度回転してスイングできます。
以下の図面と画像では、単一のヒンジアセンブリのみが示されています。ただし、ヒンジ軸を定義するには、少なくとも2つのヒンジアセンブリを取り付ける必要があります。
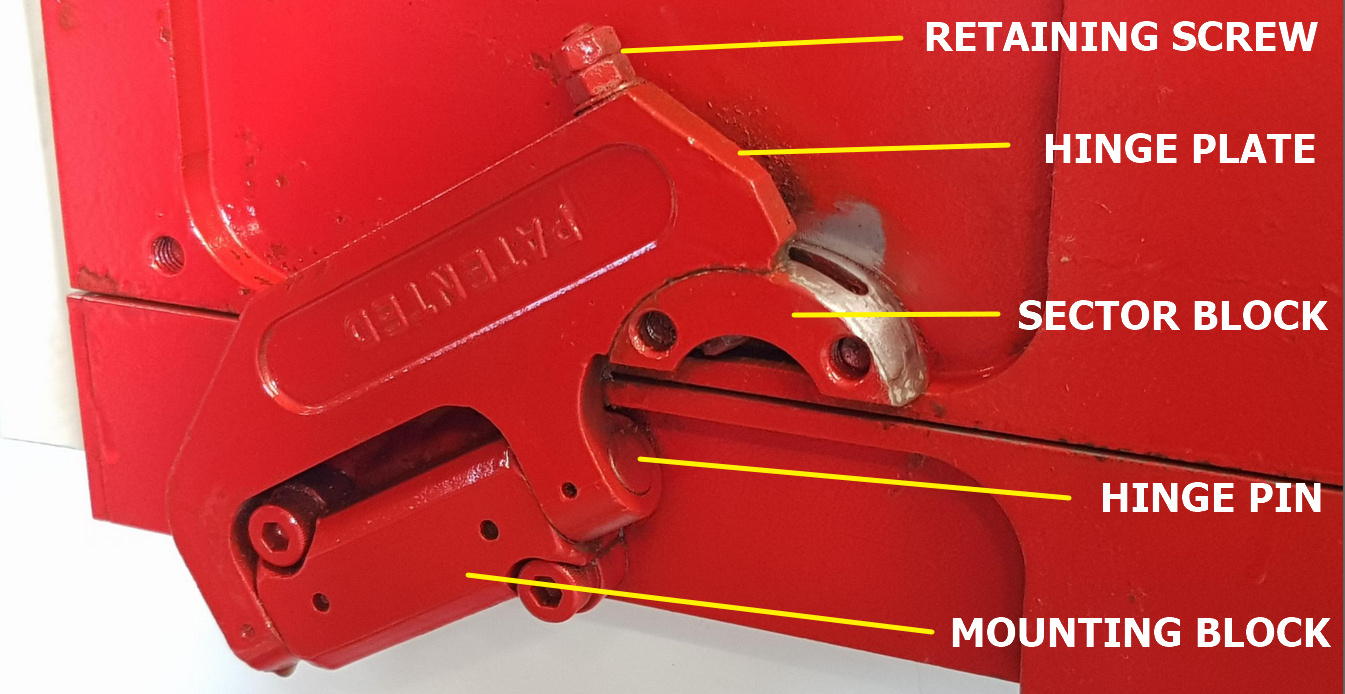
ヒンジアセンブリと部品の識別(180度でビームを曲げる):
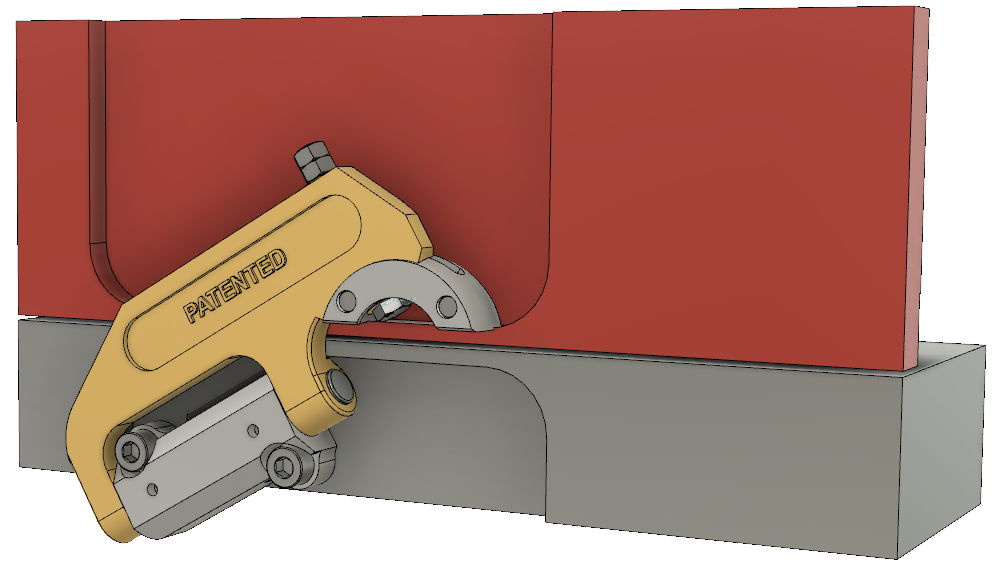
約90度の位置にある曲げビーム付きヒンジ:

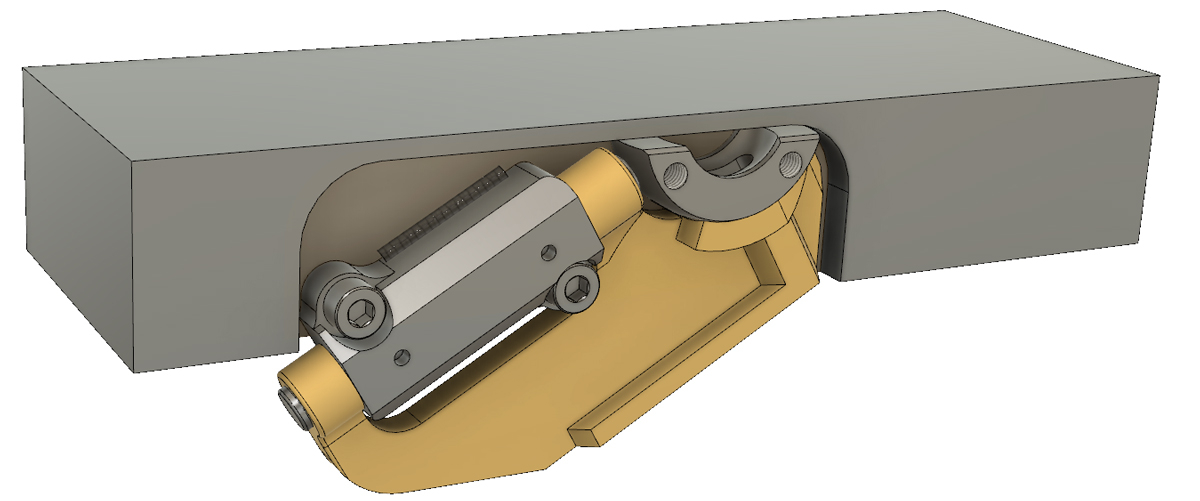
取り付けられたヒンジアセンブリ-3Dモデル:
次の図は、ヒンジの3Dモデルから抜粋したものです。
次の「STEP」ファイルをクリックすると、Mounted HingeModel.stepで3Dモデルを表示できます。
(次のアプリは.stepファイルを開きます:AutoCAD、Solidworks、Fusion360、IronCAD、またはこれらのアプリの「ビューアー」で)。
3Dモデルを開いた状態で、任意の角度からパーツを表示したり、ズームして詳細を表示したり、一部のパーツを非表示にして他のパーツをより明確に表示したりできます。また、任意の部品で測定を行うことができます。
ヒンジアセンブリを取り付けるための寸法:
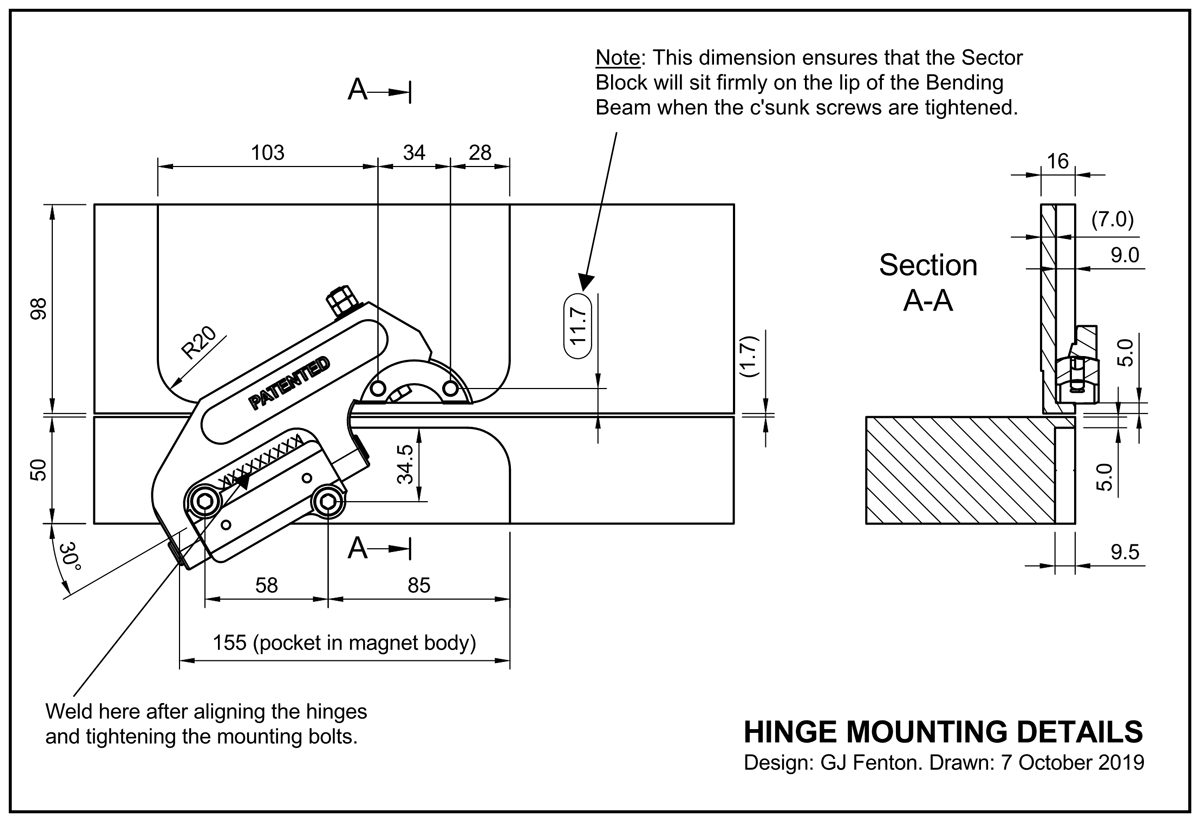
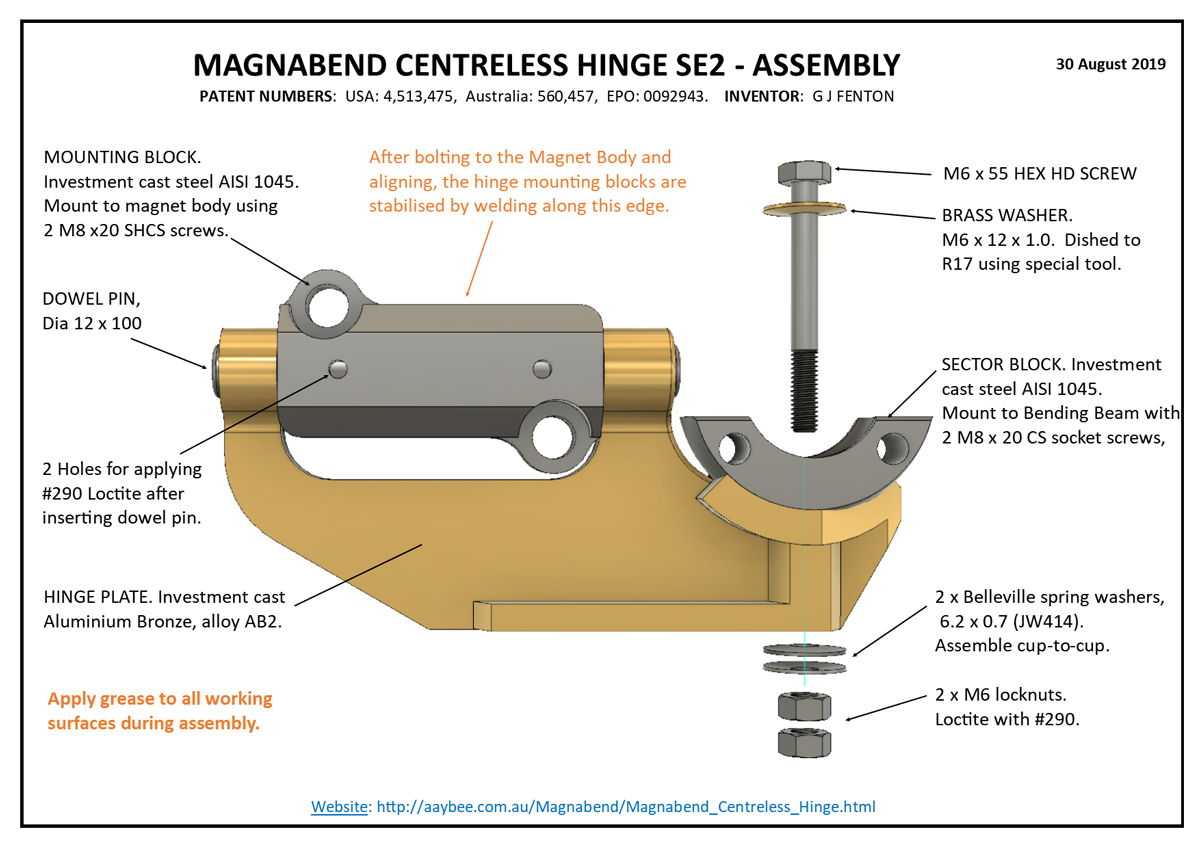
ヒンジアセンブリ:
拡大図を表示するには、図面をクリックしてください。PDFファイルはこちらをクリックしてください:Hinge Assembly.PDF
詳細図:
以下に含まれる3Dモデルファイル(STEPファイル)は、3D印刷またはコンピューター支援製造(CAM)に使用できます。
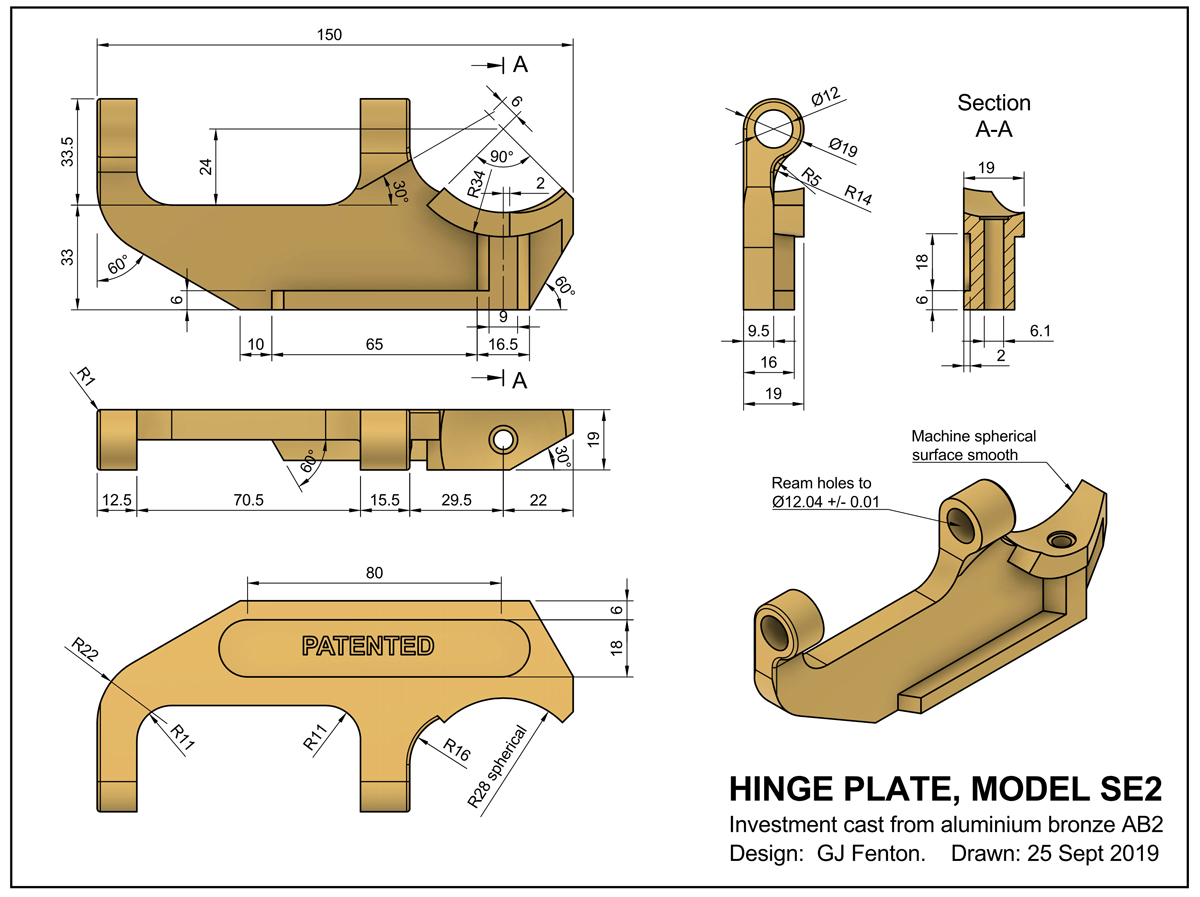
1.ヒンジプレート:
拡大図を表示するには、図面をクリックしてください。PDFファイルはここをクリックしてください:HingePlate.PDF。3Dモデル:ヒンジプレート.step
2.取り付けブロック:
図面をクリックすると拡大します。PDFファイルはこちらをクリックしてください:Mounting_Block-welded.PDF、3Dモデル:MountingBlock.step
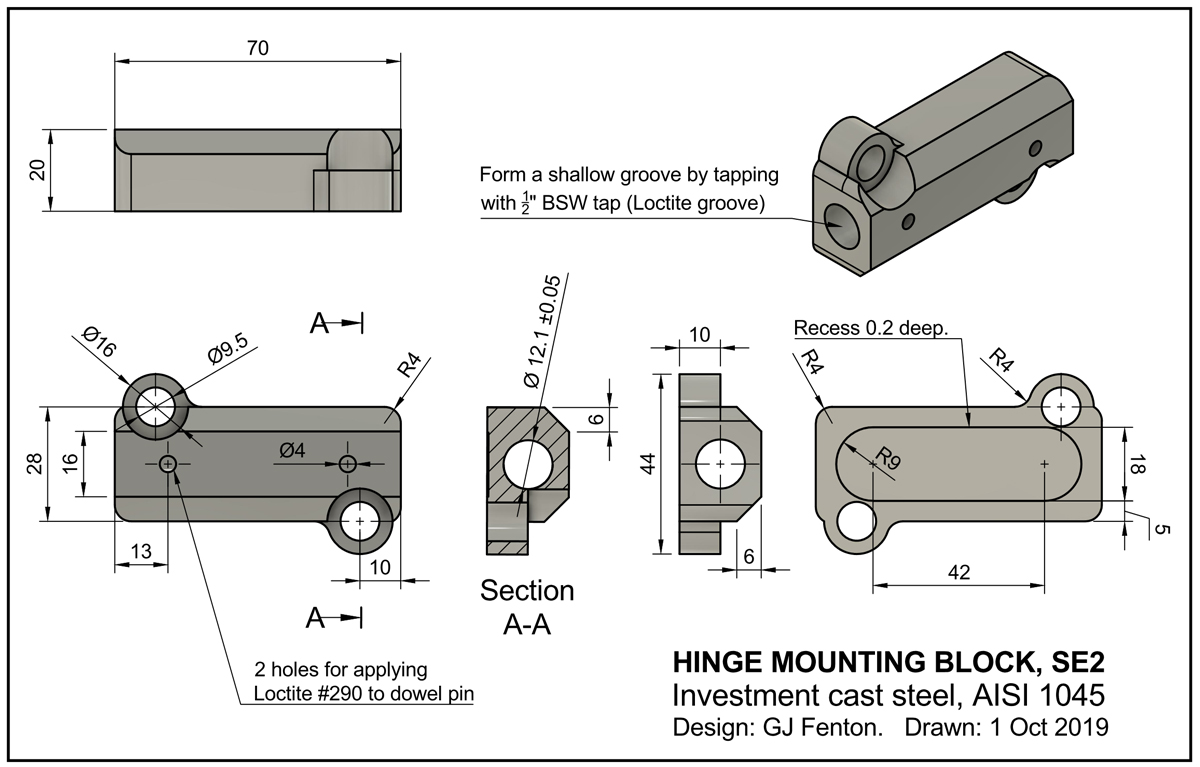
取り付けブロックの材質はAISI-1045です。この高炭素鋼は、その高い強度とヒンジピン穴の周りのスエージングに対する耐性のために選択されています。
このヒンジ取り付けブロックは、最終的な位置合わせに続いて磁石本体に溶接することによって安定するように設計されていることに注意してください。
また、ヒンジピンの穴内の浅いねじの仕様にも注意してください。このスレッドは、ヒンジの組み立て中に適用されるウィックインロックタイト用のチャネルを提供します。(ヒンジピンは、しっかりと固定されていない限り、うまく機能する傾向があります)。
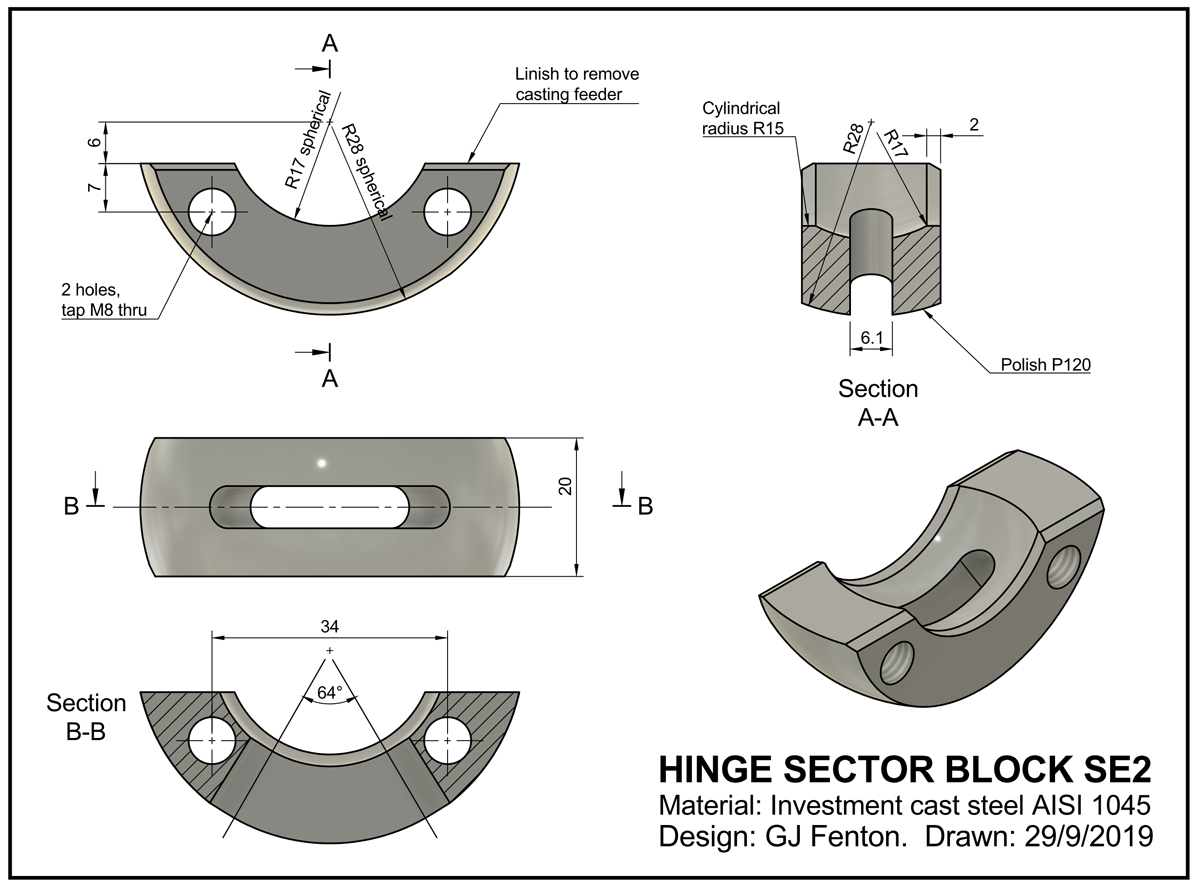
3.セクターブロック:
拡大図を表示するには、図面をクリックしてください。PDFファイルはこちらをクリックしてください:Sector Block.PDF、3D CADファイル:SectorBlock.step
4.ヒンジピン:
硬化および研磨された精密鋼ダウエルピン。

直径12.0mm
長さ:100mm
ボルトで固定されたヒンジ
上記の図面とモデルでは、ヒンジアセンブリは(セクターブロックのネジを介して)曲げビームにボルトで固定されていますが、マグネットボディへの取り付けはボルト締めと溶接に依存しています。
溶接が必要ない場合は、ヒンジアセンブリの製造と取り付けがより便利になります。
ヒンジの開発中に、ボルトだけでは十分な摩擦が得られず、高い局所的な荷重が加えられたときに取り付けブロックが滑らないことを保証できないことがわかりました。
注:ボルトは特大の穴にあるため、ボルト自体のシャンクは取り付けブロックの滑りを防ぎません。調整と位置のわずかな不正確さを提供するために、穴のクリアランスが必要です。
ただし、生産ライン用に設計された一連の特殊なマグナベンドマシンには、完全にボルトで固定されたヒンジを提供しました。
これらのマシンでは、ヒンジの負荷は中程度であり、明確に定義されているため、ボルトで固定されたヒンジが適切に機能しました。
下の図では、取り付けブロック(青色)は、4本のM8ボルト(2本のM8ボルトと溶接ではなく)を受け入れるように設計されています。
これは、生産ラインのマグナベンドマシンに使用された設計でした。
(主に1990年代に、さまざまな長さの特殊な機械を約400台製造しました)。
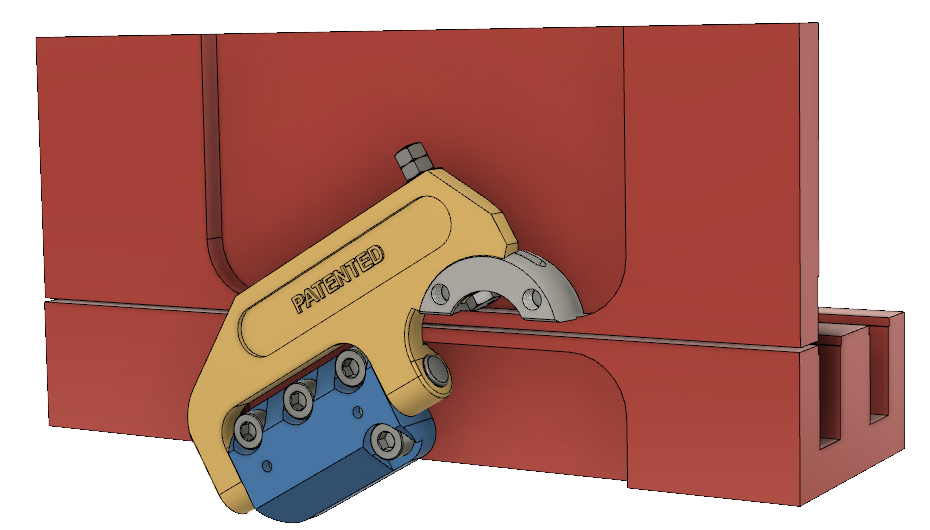
上部の2本のM8ボルトは、ヒンジポケットの下の領域でわずか7.5mmの厚さのマグネットボディのフロントポールをタップしていることに注意してください。
したがって、これらのネジの長さは16mmを超えてはなりません(取り付けブロックで9mm、磁石本体で7mm)。
ネジがこれ以上長い場合はマグナベンドコイルに衝突し、それより短い場合はネジの長さが不十分になります。つまり、ネジを推奨張力(39 Nm)に締めると、ネジが剥がれる可能性があります。
M10ボルト用取り付けブロック:
M10ボルトを受け入れるために取り付けブロックの穴を拡大するテストをいくつか行いました。これらの大きなボルトは、より高い張力(77 Nm)でトルクをかけることができ、これを取り付けブロックの下にLoctite#680を使用することと組み合わせると、標準のマグナベンドマシン(曲げ定格)の取り付けブロックの滑りを防ぐのに十分な摩擦が生じました。最大1.6mmの鋼)。
ただし、この設計には、いくつかの改良とさらなるテストが必要です。
次の図は、3 xM10ボルトで磁石本体に取り付けられたヒンジを示しています。
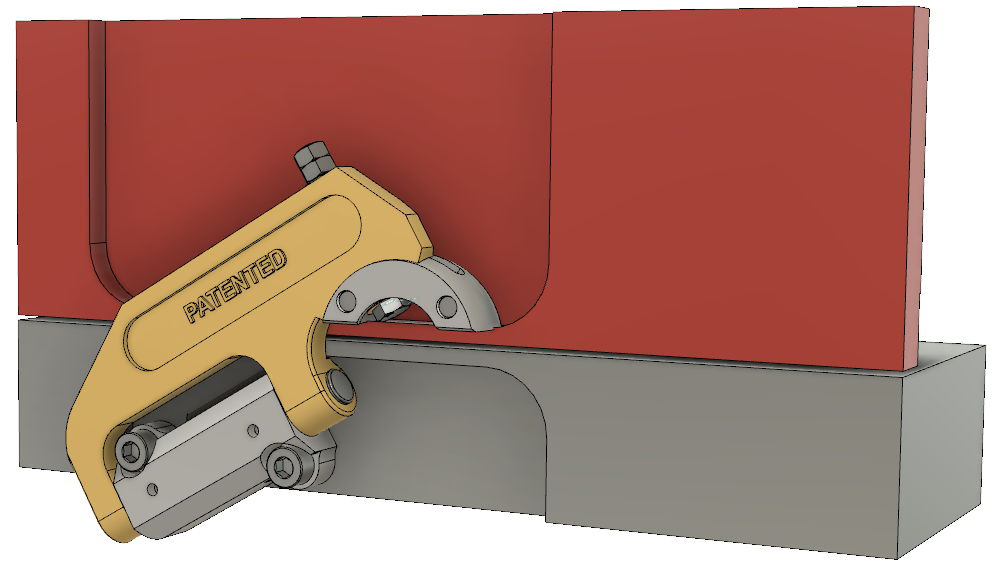
完全にボルトで固定されたヒンジの詳細については、メーカーからお問い合わせください。