多くのご要望にお応えして、Magnabend センターレス ヒンジの詳細図をこのウェブサイトに追加しました。
ただし、これらのヒンジは 1 回限りのマシン用に作成するのが難しすぎることに注意してください。
ヒンジの主要部品は、正確な鋳造 (インベストメント プロセスなど) または NC 法による機械加工が必要です。
愛好家はおそらくこのヒンジを作ろうとすべきではありません。
ただし、製造業者はこれらの図面が非常に役立つと考える場合があります。
(より簡単に製造できるヒンジには、最近開発された HEMI-HINGE をお勧めします。詳細な説明と図面はこちらを参照してください)。
Magnabend CENTRELESS COMPOUND HINGE は、Geoff Fenton 氏によって発明され、多くの国で特許を取得しています。(特許は現在失効しています)。
これらのヒンジの設計により、Magnabend マシンを完全にオープンエンドにすることができます。
曲げビームは仮想軸を中心に旋回し、通常は機械の作業面のわずかに上にあり、ビームは完全に 180 度回転します。
以下の図と画像では、1 つのヒンジ アセンブリのみが示されています。ただし、ヒンジ軸を定義するには、少なくとも 2 つのヒンジ アセンブリを取り付ける必要があります。
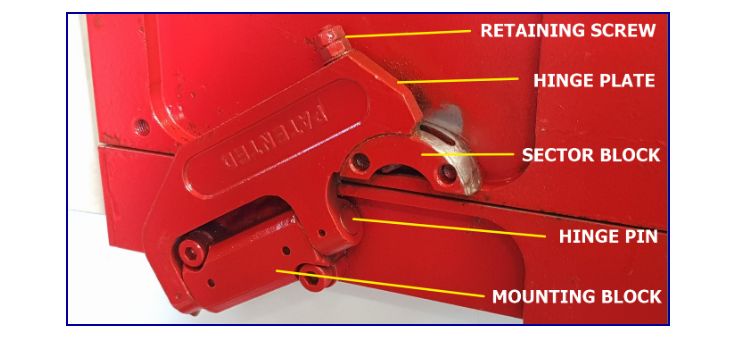
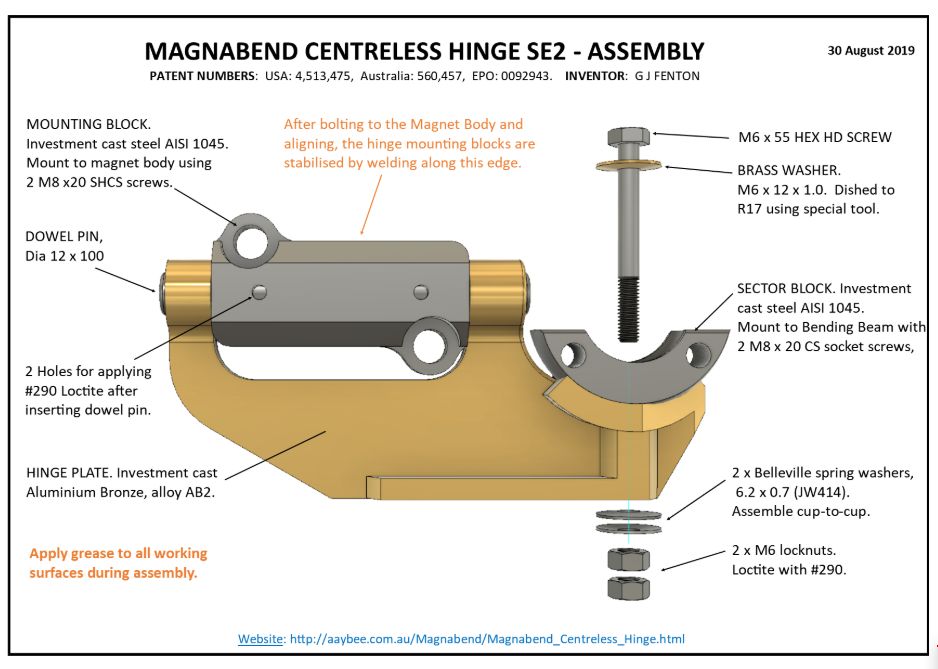
ヒンジの組み立てと部品の識別 (ビームを 180 度曲げる):
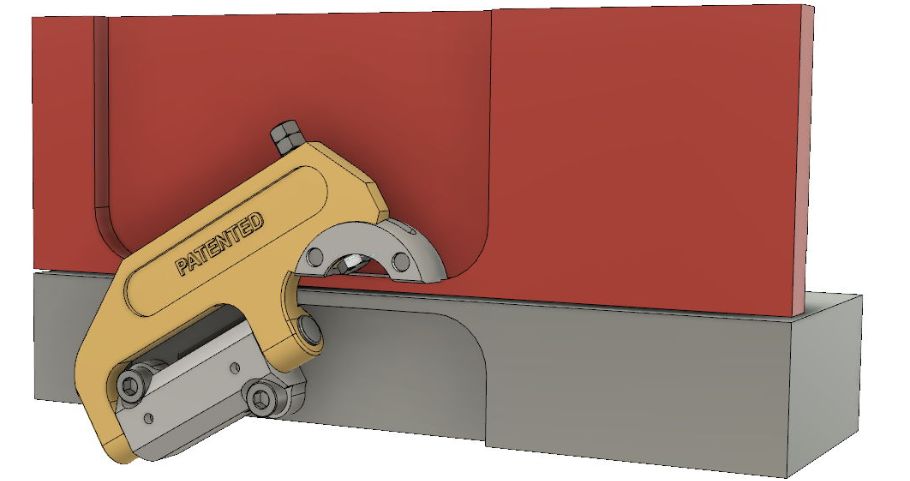
約 90 度の位置にベンディング ビームを備えたヒンジ:

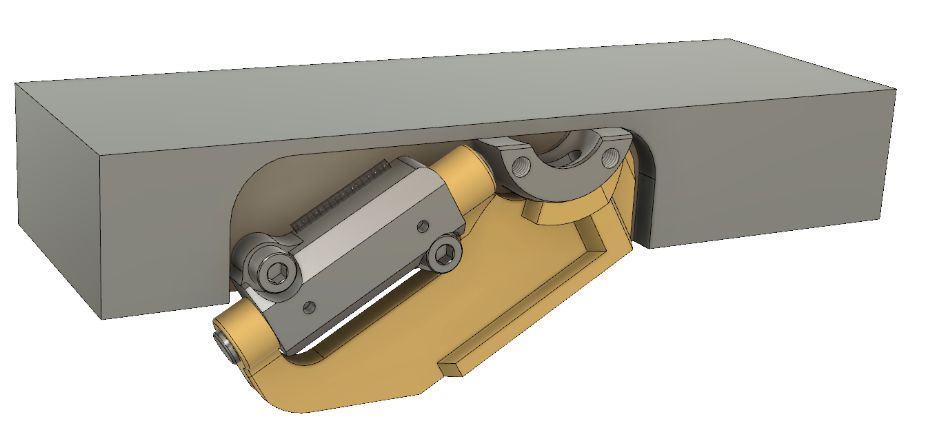
取り付けられたヒンジ アセンブリ -3DModels:
下の図は、ヒンジの 3D モデルから取得したものです。
次の「STEP」ファイル: Mounted Hinge Model.step をクリックすると、3D モデルが表示されます。
(次のアプリは .step ファイルを開きます: AutoCAD、Solidworks、Fusion360、IronCAD、またはこれらのアプリの「ビューア」で)。
3D モデルを開いた状態で、パーツを任意の角度から見たり、ズームして詳細を確認したり、一部のパーツを非表示にして他のパーツをより明確に表示したりできます。また、どの部分でも測定を行うことができます。
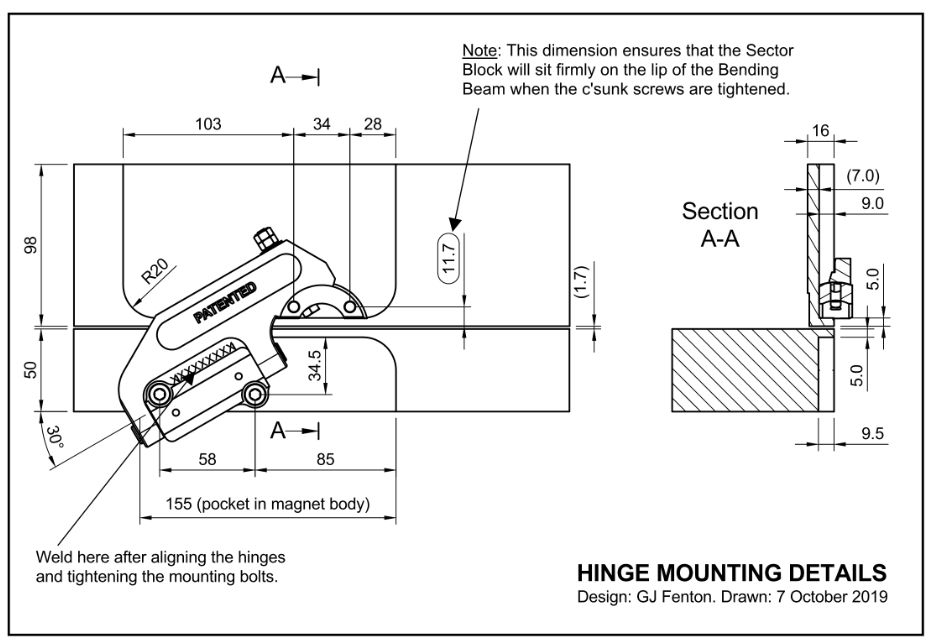
ヒンジ アセンブリを取り付けるための寸法:
ヒンジ アセンブリ:
図面をクリックすると拡大図が表示されます。ここをクリックして PDF ファイルをご覧ください: Hinge Assembly.PDF
詳細な図面:
以下に含まれる 3D モデル ファイル (STEP ファイル) は、3D 印刷またはコンピューター支援製造 (CAM) に使用できます。
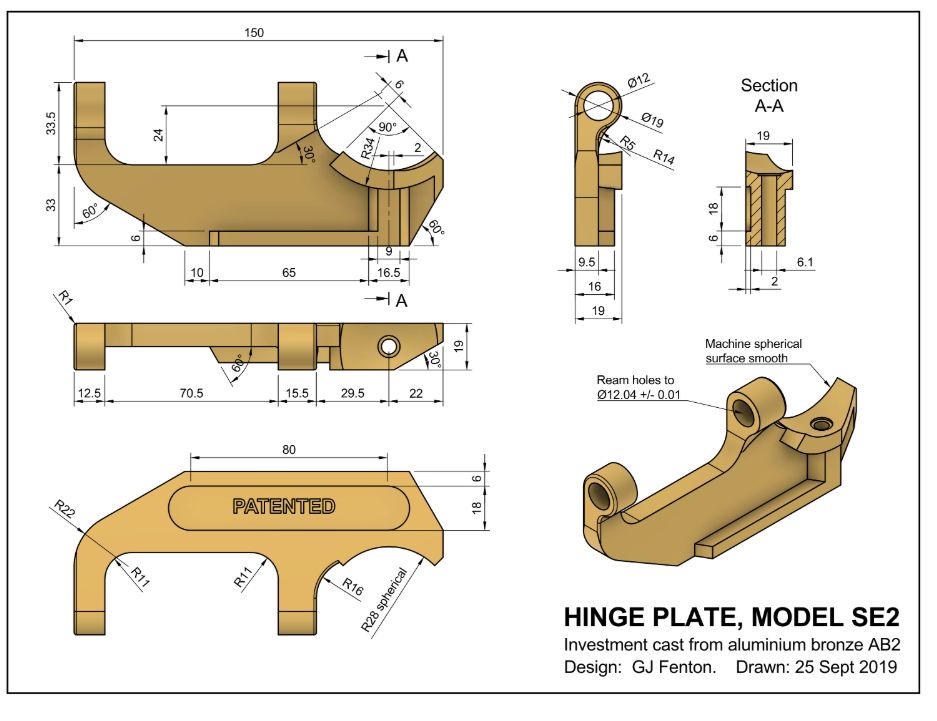
1.ヒンジプレート:
図面をクリックすると拡大図が表示されます。PDF ファイルについては、ここをクリックしてください: Hinge Plate.PDF。3Dモデル: ヒンジ プレート.ステップ
2. 取り付けブロック:
図面をクリックすると拡大します。PDF ファイルについては、ここをクリックしてください: Mounting_Block-welded.PDF、3D モデル: MountingBlock.step
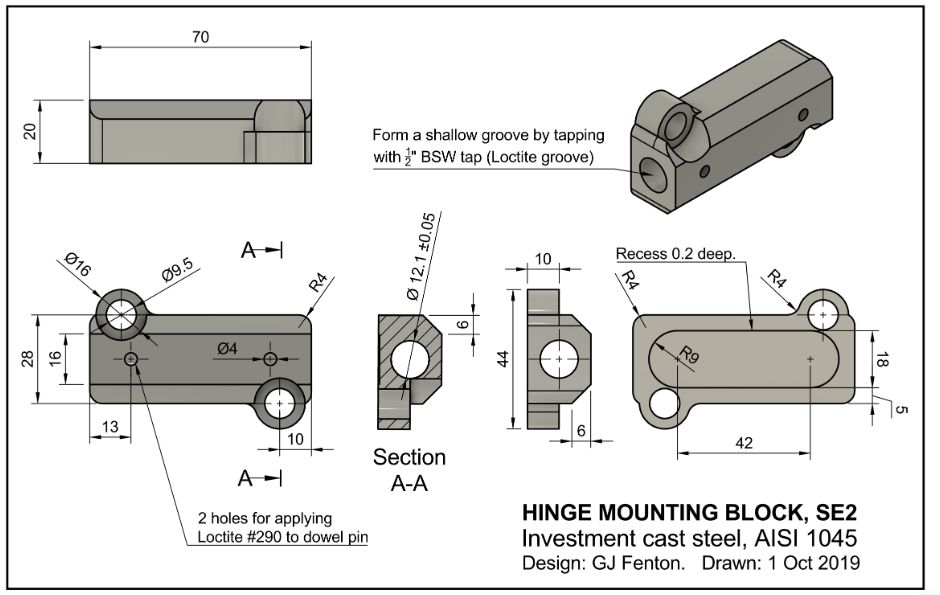
取り付けブロックの材質は AISI-1045 です。この高炭素鋼は、強度が高く、ヒンジ ピン穴の周りのカシメに対する耐性が高いことから選択されています。
このヒンジ取り付けブロックは、最終的な位置合わせ後に磁石本体に溶接することで安定するように設計されていることに注意してください。
ヒンジピン穴のネジ山が浅い仕様にも注目。このスレッドは、ヒンジの組み立て時に適用されるロックタイトのウィックイン用のチャネルを提供します。(ヒンジ ピンは、しっかりと固定されていないとうまくいかない傾向があります)。
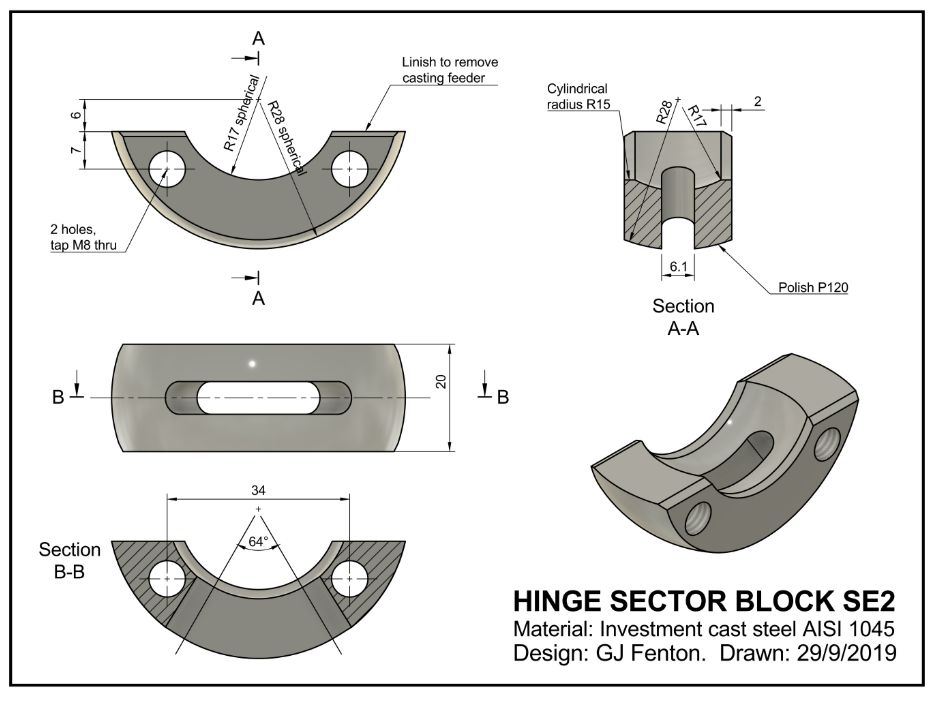
3.セクターブロック:
図面をクリックすると拡大図が表示されます。PDF ファイルについては、ここをクリックしてください: Sector Block.PDF、3D CAD ファイル: SectorBlock.step
4.ヒンジピン:
焼き入れ・研磨された精密鋼のノックピンです。

ボルトオンヒンジ
上記の図面とモデルでは、ヒンジ アセンブリは (セクター ブロックのネジを介して) ベンディング ビームにボルトで固定されていますが、マグネット ボディへの取り付けはボルトと溶接に依存しています。
ヒンジ アセンブリは、溶接が不要であれば、製造と設置がより便利になります。
ヒンジの開発中に、ボルトだけでは十分な摩擦が得られず、局部的に高い負荷がかかったときに取り付けブロックが滑らないことがわかりました。
注: ボルトは特大の穴にあるため、ボルト自体のシャンクは取り付けブロックの滑りを防止しません。穴のクリアランスは、位置の調整と小さな不正確さを提供するために必要です。
ただし、生産ライン用に設計されたさまざまな特殊な Magnabend マシン用に、完全にボルトで固定されたヒンジを提供しました。
これらの機械では、ヒンジの負荷は中程度であり、明確に定義されていたため、ボルトで固定されたヒンジがうまく機能しました.
下の図では、取り付けブロック (青色) は、4 つの M8 ボルト (2 つの M8 ボルトと溶接ではなく) を受け入れるように設計されています。
これは、生産ラインの Magnabend マシンに使用された設計です。
(主に 1990 年代に、さまざまな長さの特殊な機械を約 400 台製造しました)。
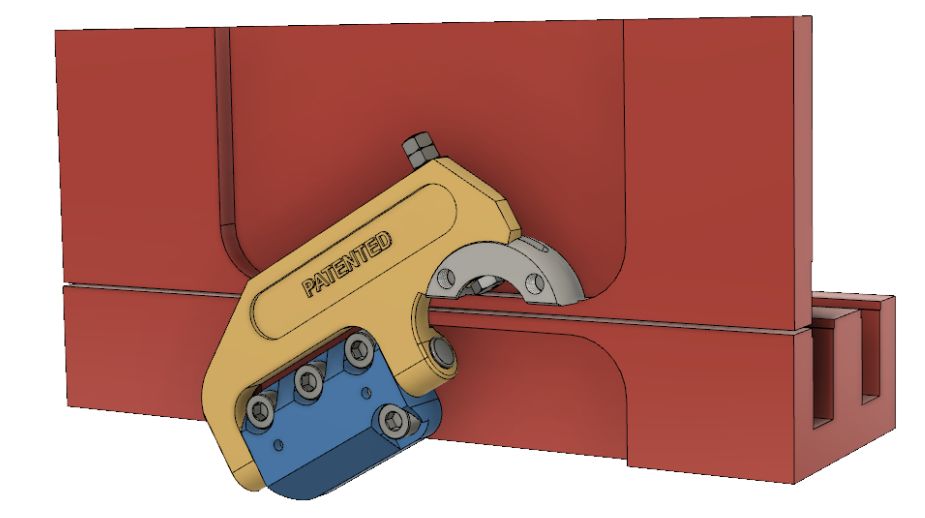
上部の 2 つの M8 ボルトは、ヒンジ ポケットの下の領域でわずか 7.5 mm の厚さのマグネット ボディのフロント ポールに差し込まれていることに注意してください。
したがって、これらのネジの長さは 16mm を超えてはなりません (取り付けブロックで 9mm、磁石本体で 7mm)。
ネジがこれより長いとマグナベンド コイルに衝突し、それより短いとネジの長さが不十分になり、ネジを推奨張力 (39 Nm) までトルクをかけたときにネジ山が剥がれる可能性があります。
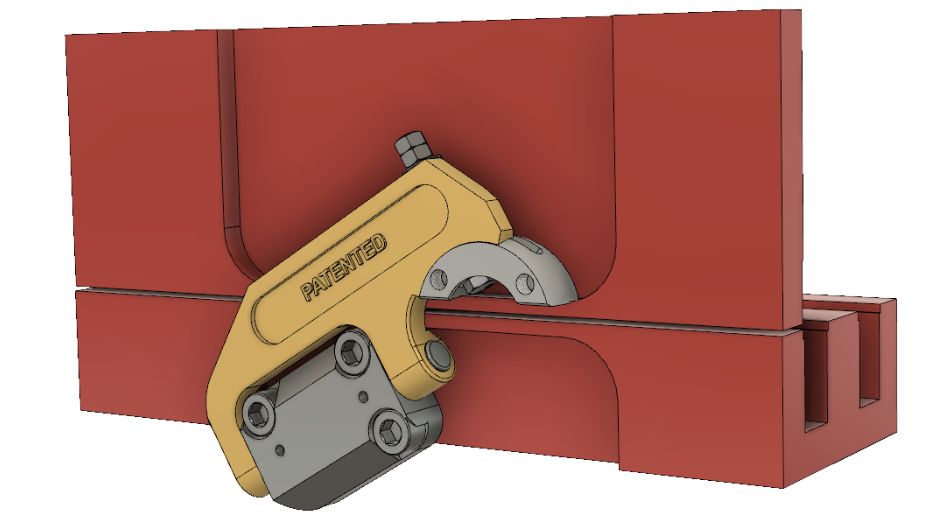
M10 ボルト用取り付けブロック:
M10ボルトを受け入れるために取り付けブロックの穴が拡大されたいくつかのテストを行いました.これらのより大きなボルトは、より高い張力 (77 Nm) までトルクを加えることができ、取り付けブロックの下に Loctite #680 を使用することと組み合わせることで、標準的な Magnabend マシン (曲げ定格) の取り付けブロックの滑りを防止するのに十分な摩擦が生じました最大 1.6mm のスチール)。
ただし、この設計には改良とさらなるテストが必要です。
下の図は、3 x M10 ボルトでマグネット本体に取り付けられたヒンジを示しています。
完全にボルトで固定されたヒンジの詳細を知りたいメーカーがあれば、私に連絡してください。
投稿時間: 2022 年 10 月 12 日