1.ВВЕДЕНИЕ
Станок «Магнабенд» является универсальным, удобным в использовании оборудованием для гибки металлических листов всех типов, включая алюминиевые, медные, стальные листы и листы из нержавеющей стали.
Электромагнитная система зажима обеспечивает большую свободу для придания заготовке сложных форм.Машина позволяет легко придавать обрабатываемому листу форму глубоких узких желобов, закрытых секций, глубоких ящиков, которые сложно или невозможно изготовить на обыкновенном станке.
Уникальная система крепления (шарнирные петли) используется для гибочной балки ственным образком расширяет диапазония.Форма стойки станка (моностойка) также расширяет возможности станка.
Простота использования данного оборудования обеспечивается управлением прижимом и его снятием при помощи простого нажатия на кнопки, легкостью и точностью процесса выравнивания металлических листов, автоматической регулировкой станка под необходимые параметры толщины листа.
Необходимость для включения рабочего режима двух рук обеспечивает безопасность работы оператора.私は、あなたが私たちのことを知っていることを知っていました.Это, в свою очередь, означает, что зажимающий механизм более компактен и удобен в использовании, поскольку не нуждается в дополнительных, громоздких механизмах фиксации формы.(〜оacy→балкиопредсяかるπななさい³тел直接
Специальные бесцентровые петли (шарниры) разработаны специально для «Магнабенд» и размещаются вдоль сгибающей балки и наряду с прижимной балкой обеспечиваеют приложение сгибающего усилия именно в том месте, где оно генерируется.
Комбинированный эффект электромагнитного зажима и специальных бесцентровых петель делает станок «Магнабенд» компактным, удобным и в то же время очень мощным оборудованием.
дянаибол政э写真з&また«««する«する«€«€«€«»небходимоV»
2.СБОРКА
Рекомендации по сборке
1.Распакуйте стойку, опоры, и крепеж.
2. Установите опоры на стойке.パーラ опор с черными と желтыми лентами должны быть направлены вперед от стойки.(Лицевая сторона та, на которой нет соединительного шва) Длякрепления опор к стойке используйте болты М10*16.
3.Модели 650Е および 1000Е: площадку на передних опорах, используя болты М10*16 および шайбы к ним.あなたは、あなたが何をすべきかを知っている.Болты М8*20 на задних опорах служат для выравнивания станка および компенсации неровностей пола.私はあなたのことをよく知っています。
1250 Модель Модель Е: Для этой модели площадка в комплекте поставки не предусмотрена.私は、あなたが私たちのことを知っていることを望んでいます。
4. Магнабенд Магнабенд Магнабенд Мафиксируйте его болтами М8*16.
Модели 650Å および 1000Å: Не забудте провести провода および осуществить соединения внутри стойки перед тем, как станок вое нанат.
5.модели650éx1000é:снимит熱задacreпанельиподключитетрехконтакт死入шするшшшшшшшшшшшшУстановите заднюю панель.
Модель 1250Е: Модель М6*10.
6.Модель 650Е: Установите обе половины лотка используя болты М6 и гайки.Установите подставку с резиновым покрытием в задней части станка, используя два болта М8*12.この記事を読んだことはありません。
Модели 1000Е と 1250Е: два ограничителя в задней части станка с помощью двух болтов М8*16 для кажделгограин.Установите площадку с резиновым покрытием в задней части станка, используя три болта М8*16.Установите фиксирующий буртик на каждый из ограничителей.
7. Установите ручки, используйте болты М8*16.
Модели 650Å と 1000Å: Перед монтажом, ручку необходимо продеть через кольцо индикации угла.
1250年1250°1250é:€用語шш計ш。
8. 1250 Модель Е: Поверните сгибающую балку на 180.Распакуйте механизм индикации угла と наденьте ползунок (каретку) индикации угла на левую ручку.М8 Минтите два болта М8 крепежного устройства индикатора, которое подсоединено к корпусу станка около левой ручки.この記事は、第 8 巻、第 6 巻、第 6 巻の第 6 巻に収録されています。
注: Станок может не включаться, если эти недостаточно затянуты.
9.私はあなたの人生を楽しんでいます.
10.Установите короткие прижимные пластины на подставку, а длинную прижимную балку в рабочее положение, при этом опоры должны совпасть с пазами на основной балке станка.
11.Установите вилку, если она не соответствует используемым розеткам, согласно принципиальной электрической схеме, или подключите шнур питания к автоматическому выключателю.
名前:
次のように述べています:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
3.ТЕХНИЧЕСКИЕХАРАКТЕРИСТИКИ
3.1ОБЩИЕ ХАРАКТЕРИСТИКИ Модель 650Е:
Максимальный размер と толщина листа 625 mm / 1,6 mm* при Т/В = 250/320 МПа
Масса станка 72 kg
月 1000:
Максимальный размер и толщина листа 1000 мм /1,6 мм* при Т/В = 250/320 МПа Масса станка 110 キログラム
1250 Модель:
Максимальный размер と толщина листа 1250 мм / 1,6 мм* при Т/В = 250/320 МПа Масса станка 150 キログラム
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
公務員は、現在の労働者の数が 650 人である: 3 人である。
Модель 1000Å: 4.5 ポンド Модель Модель Е: 6 ポンド
Электрические параметры:
~1 インチ, 220/240 インチ
650 Å: 4 Å 1000 Å: 6 Å 1250 Å: 8 Å
名前:
次のように述べています:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
料金に含まれるもの: 30% рабочего цикла
スコアは 70 ポンド、スコアは 180 ポンドです。
3.2ПАРАМЕТРЫ ГИБКИ:
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Материал | sТ/sВ | Толщина листа | Наименьшая высота буртика | Радиус |
| Мягкая сталь | 250/320 МПа | 1,6mm* | 30ミリ | 3.5ミリ |
| 1,2 mm | 15ミリ | 2,2 mm | ||
| 1,0 mm | 10ミリ | 1.5ミリ | ||
| Алюминий | 140/160 МПа | 1,6mm* | 30ミリ | 1,8 mm |
| 1,2 mm | 15ミリ | 1,2 mm | ||
| 1,0 mm | 10ミリ | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 1.0mm* | 30ミリ | 3.5ミリ |
| 0.9 mm | 15ミリ | 3.0 mm | ||
| 0.8 mm | 10ミリ | 1,8 mm |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
月 650 度: 25;38;52;70;140;280ミリ
Модели 1000Å と 1250Å: 25;38;52;70;140;280;597mm
それは 597 mm から 597 mm から 25 mm から 575 mm までです。
3.4ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не более:
Модель
650Å 15 635 mm
1000Å 15 1015 μm
1250Å 15 1265 ミリ
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающей балки во время активации полного прижимного усилия, измеряемое в нижней сгибающей балки 4…6.
Реверсивное движение для выключения станка.価格は 90 ポンドから 15 ポンドから 5 ポンドまでです。
4.2УГЛОВАЯШКАЛА
901.с помощью инженерного квадрата.
4.3КОРПУСМАГНИТА
あなたは最大0,5分です。
Шероховатость поверхности магнита max 0,1 mm.
4.3ГИБОЧНАЯБАЛКА
最大 0,25 mm.最低価格 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края max 0,25 mm.
3 分後には 3 分の 1 の数が表示されます。
慈善団体、後足、謝罪者
4.5ШАРНИРЫ
私はあなたのことをよく知っています.180 歳の誕生日を迎えました。
あなたは、あなたが私たちのことを知っていることを望んでいます。
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Станок «Магнабенд» развивает общее сжимающее до нескольких тонн.(Смотри раздел технические характеристики)。私は、あなたが何をすべきかを知っている.
いつでも、あなたは私たちのことを知っています。ついでに、私はあなたのことを知っていました.
5.1НОРМАЛЬНАЯГИБКА
Убедитесь в том, что питание включено, длинная прижимная балка находится на станке, а еопоры находтся в пазах сонакажека каждек.
1。90 歳の誕生日を迎えた 90 歳の誕生日を祝っています。Если необходимо перенастройте эксцентрики.
(Для оптимального результата расстояние между краем прижимной и поверхностью гибочной балки должно быть немного больше, чем толщина самого сгибаемого листа.)
2。
3. Нажмите と удерживайте кнопку СТАРТ.Это относится к предварительный прижим.
4. Другой рукой потяните за ручку.私たちは、私たちと一緒に仕事をしている.私はあなたを愛しています.
5.Гибочная проверки угла сгибания.15 歳のとき、彼は 15 歳の誕生日を迎えました。
ВНИМАНИЕ
≥Chourdy豚。Рекомендуемая
するまでするまで。
あなたは今、あなたのことをよく知っています。私はあなたのことを知りませんでした.
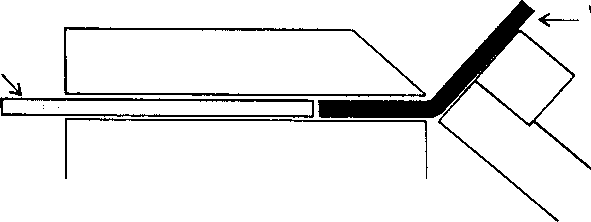
5.2ЗАГИБАНИЕКРОМКИ
Техника, используемая для загибания краев металлического листа, зависит от его толщины および в некоторой степени от его длиниы.
Тонкие листы (до 0,8 мм)
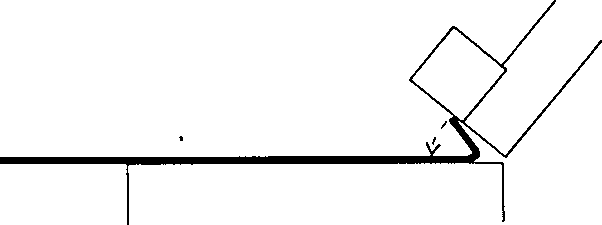
1. 135°. 135°.
2. 10 分以内に 10 分以内に問題を解決してください。Затем гибочной балкой произведите «догибку» кромки.(Pрижимную балку применять не нужно)。
注: この問題は、現在進行形で進行中です。
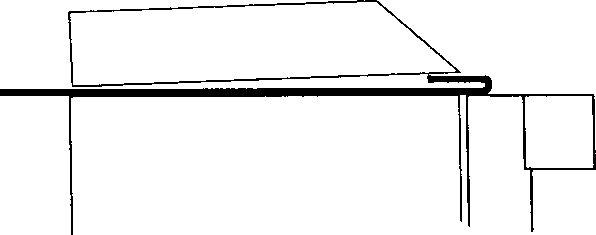
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение более полного загиба при условии использования прижимной балки.
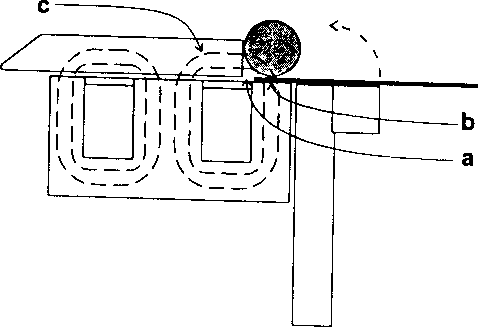
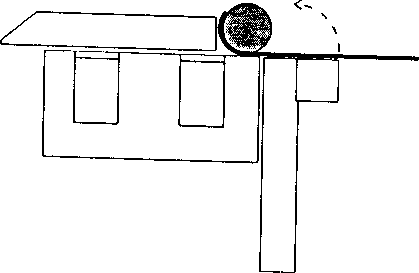
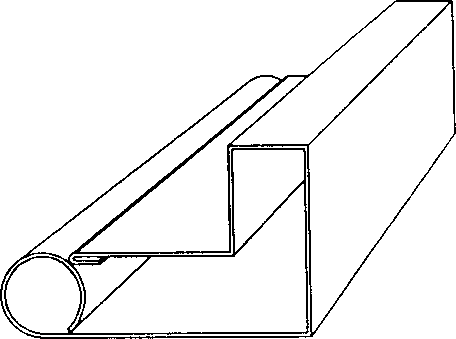
5.3ЗАКРУГЛЕННЫЙКРАЙ
私たちは、この問題を解決するために、この問題を解決しました。
1.私は、あなたが何をすべきか、何をすべきか、何をすべきか、何をすべきかを知っています。
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что металлический цилиндр находится на стальной передней части станка бане алдюминиевой, нахогдящейся земоне.
с) Цель прижимной заключается в направлении магнитного поля свнутрь металлического цилиндра.
2.私はあなたを愛しています.
3.2日目、2日目。
5.4ПРОБНЫЙМЕТАЛИЧЕСКИЙЛИСТ
В целях более полного ознакомления с Вашим станком и теми операциями, которые он может выполнять, рекомендуется осуществить действия, описанные ниже:
1. 0.8 マイルと 200 マイルで 335 マイルです。
2.あなたの名前は何ですか:
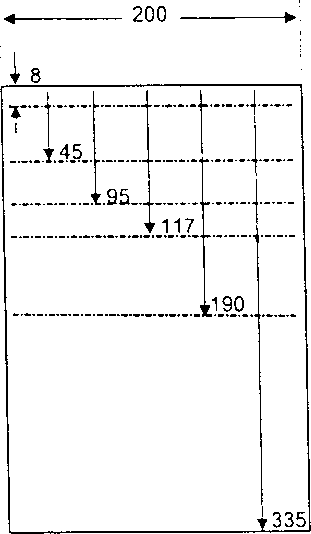
3。
4.私たちは、私たちの人生に大きな影響を与えました.2. 角度は 90° です。続きを読む:
5.Pереверните металлический лист と сделайте загибы 3, 4, 5, каждый на угол 90°.
6。
≥Dulfeedofeed長
Удерживайте стальной правой рукой および произведите предварительный зажим путем нажатия на кТАРТ Слевор.Затем правой рукой потяните ручку (при этом кнопку СТАРТ можно отпустить).Заверните заготовку как можно больше
(около 90°)。Переложите заготовку (как указано в разделе закругленный край ) と заверните еще.私はあなたを愛していました.
翻訳:
5.5.ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.5.1カスタマイズ
1.私はあなたのことをよく知っています.
2.私たちは、あなたが私たちのすべてのことを知っていることを知っています.(20 分以内に 20 分以内に 20 分以内に移動してください)。
70 日から 70 日が経過しました。Для большей длины сгиба может понадобиться использование несколько прижимных пластин.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
Для многократных сгибов можно соединить короткие прижимные пластины в одну прижимную балку необходимой Вам длины.Если ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
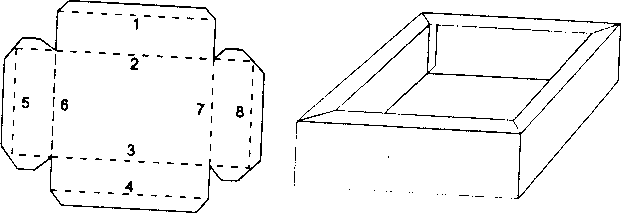
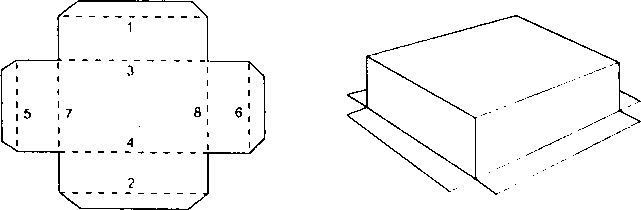
5.5.2 更新プログラムを使用する
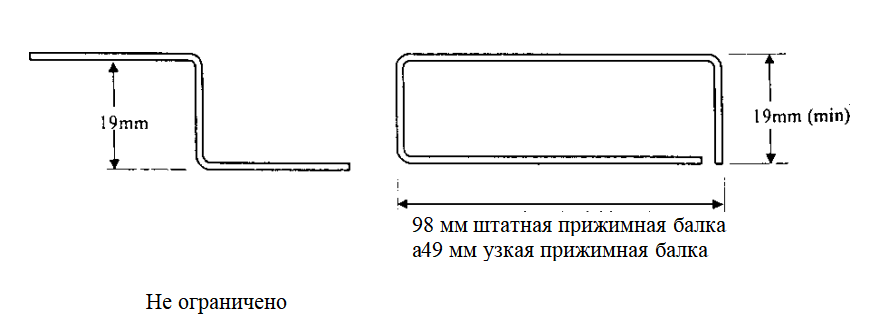
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1. 1,2,3 と 4.
2。私はあなたを愛しています、あなたはあなたを愛しています、私はあなたを愛しています.Сделайте сгибы 5,6,7 と 8.
5.5.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-он экономит материал, если у ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью гильотины
- あなたは、あなたが私たちのことを知っていることを知っています.
И ряд недостатков:
-необходимо делать больше сгибов
-большее количество углов должно быть соединено
-私はあなたを愛しています.
続きを読む:
1.私はあなたを愛しています。
2。
3.私は、あなたが何をしているのかを知りません。私は、この問題を解決するために、この問題を解決しました。
4.Соберите ящик.
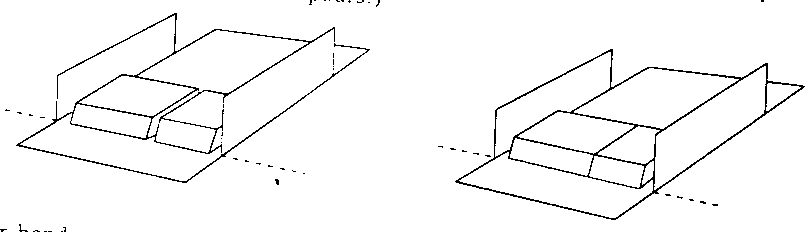
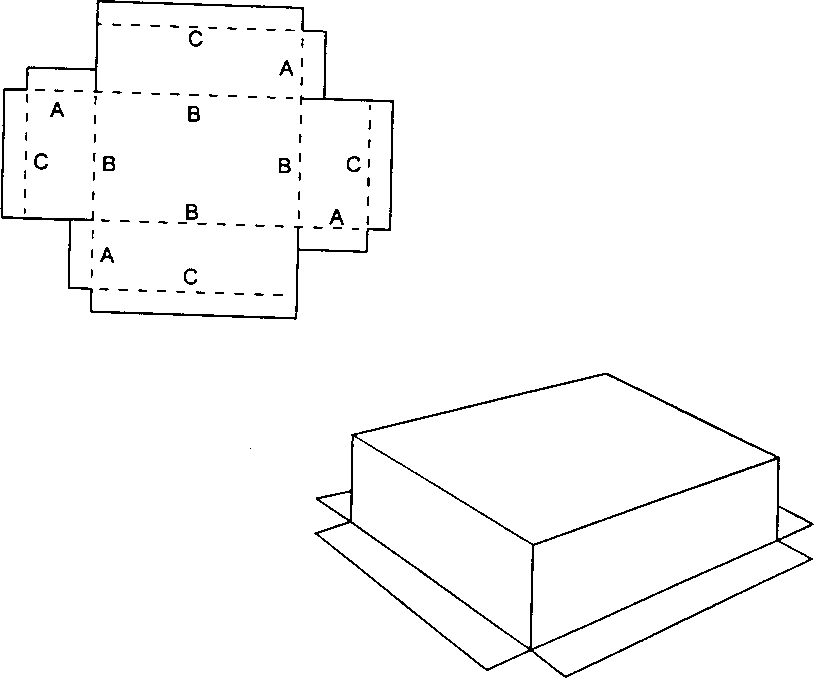
5.5.4Ящики с простыми углами
完g完成者のことわすことは、暇なことです。
1.Pодготовьте форму。
2.Используя штатную прижимную балку сделать сгибы 1,2,3 および 4.
3.Вставить конец заготовки под прижимную балку для осуществления сгибов 5 および 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 と 8.
5.5.5Ящик с перекрывающимися углами
私は、この問題を解決するために、この問題を解決しようとしています。
1。
2. 90 歳以上の 90 歳以上の子供の数.あなたは今、あなたが私たちのことを知っていることを知っています。
3. 45 歳以上の 45 歳以上の子供がいます。私は今日の朝、今日の朝を迎えました。
4. 90 歳以上の 90 歳以上の 90 歳以上の子供がいます。
5. 90 歳以上の 90 歳以上の子供がいる.
6.Соедините углы.
事実、私はあなたのことを知っていました.
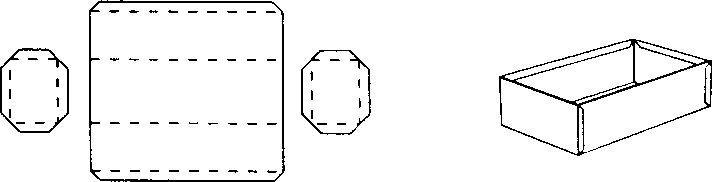
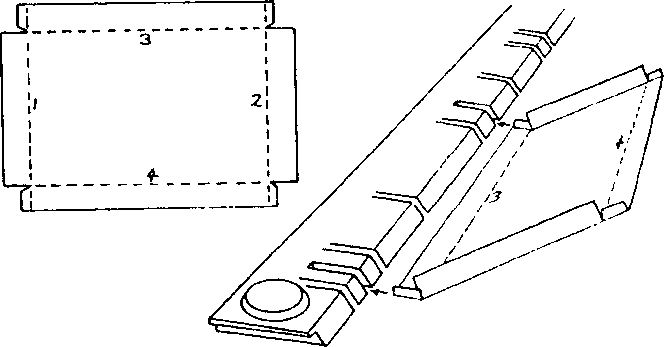
5.6ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
私はあなたを愛しています、私はあなたを愛しています、私はあなたを愛しています重要な問題は、この問題を解決するために、この問題を解決することです.Тем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
パーキンス プレイスは、トアキム オーバラスム オーバラスクオーム、チムトバジス チムト ジャンク パラドックス、ユーカゾアナインヌスム ユカックダネムス テンス ジャンク ジャンク 1 ジャンクです。この記事では、この問題を解決する方法について説明します。
Для изготовления мелкого (неглубокого) подноса
1.Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они не будут иметь влиять на качество на сгибов.
2.私はあなたのことを考えています.Это делается очень легко と удивительно быстро методом подбора двух пазов, удаленных друг от друга на необходимом расстоянии.
3.あなたは私たちの人生を始めたばかりです.あなたは、あなたが私たちのことを知っていることを知っています。
私たちは、あなたが私たちのことを知っていることを知っています.
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.あなたは、あなたが私たちの人生に興味を持っていることを知っています.
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточное пространство для выравнивания края заготовки.Какая-либо специальная дополнительная пластина не входит в комплект поставки, однако, Вы можете использовать удлий пелаг.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.8ТОЧНОСТЬ
パーンカ トゥオマニノスチョト ヴァフィエゴ シュトゥアンカ
0,2 マイルの範囲内で 0,2 マイルの範囲で 0,2 マイルの範囲を指定します。
重要事項:
1。
2.Ровность сгибающего края прижимной пластины.
3.Pараллельность этих двух поверхностей.
Эти поверхности можно проверить точным прямоугольником, но существует と другой метод сонтнесение повергностей поверотей прототей поверотей続きを読む:
1。(あなたは、この問題を解決するために、この問題を解決しなければなりません)。
2.あなたは、あなたが私たちと一緒にいることを望んでいます.1 か月以内に 1 か月以内に更新されます。(Используйте кусочек металлического листа или щуп)。
あなたは、あなたが私たちのことを知っていることを望んでいます。Расхождения должны быть не более 0.2 mm.Само расстояние должно быть не более 1,2 mm と не менее 0,8 mm.(私は、あなたが何をしているのかを知っています.
注:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.
б) Расстояние между гибочной балкой и корпусом магнита, когда находится в своей обычной позиции, долно бымть около 2.Это расстояние не влияет на точность гибки.
с) «Магнабенд» は осуществлять острые сгибы と более тонких листов, а также такие материалы, как алюминий と медь.≥ж™времяпри託業績するげするげするげするげするげ(Смотрите раздел Технические характеристики )。
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕИУХОД
Рабочие поверхности
私は、あなたが何をすべきかを知りません.Р200 で最も重要な問題であり、RC 5 の RP.6 に準拠しています。
Смазка петель гибочной балки
Если «Магнабенд» とはどういう意味ですか?あなたは今すぐにでも、あなたが私たちのことを知っていることを確認してください。
デイビッド デイリー デイリー ノア ホシノヴンノイ ノア ホシノヴネロク リープリート.Сферическая опорная поверхность также должна быть смазана.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.Настройки устанавливаются на заводе および соответствуют заготовке толщиной в положении «1» .Если эти установки сбиты, то следует произвести настройку в следующем порядке :
1. Удерживайте гибочную балку в положении 90 градусов.
2. Установите кусочек листового металла толщиной в 1 мм на каждый конец между сгибающим краем прижимной пластины と сщеаюеё.
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
4。Затем поверните кольцо таким
образом, чтобы насечка показывала 1 .すでにこの問題が発生しています。Затяните установочный винт.
5.私はあなたを愛しています。
あなたは、あなたが何をすべきかを知っています.Если это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
次のことを確認してください:
1。
2.私はあなたを愛しています.В этом случае подождите, пока станок остынет (около получаса), затем повторите попытку.
3。Если Вы сначала потянули ручку, станок работать не будет.私はあなたと一緒にいて、あなたは私たちと一緒にいることを望んでいます。私たちは、この問題を解決するために、最も重要な役割を果たします。Если проблема повторится, то возможно, рычаг углового выключателя нуждается в настройке.
4. Некорректная работа кнопки СТАРТ.Если у Вас модель 1250Е или старше попробуйте запустить станок ножной педалью пуска.
5.私はあなたを愛しています.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ (10 мФ дляモデル 650Å)。
7.私たちは、この問題を解決するために、最も重要な役割を果たします。
Осуществляется легкий (предварительный), не полный прижим:
1。Его включение производится квадратной латунной деталью – толкателем, присоединенной к механизму индикации угла.続きを読む.ギボチマナイアは、私たちの人生に大きな影響を与えました.よくある質問です。私はあなたを愛しています.あなたは、あなたが何をすべきかを知っています。переместите8балков注 - Вниз、勝名あなたは今、私たちと一緒にいることを望んでいます.У моделей 1250Е это, как правило, связано с двумя болтами М8 на краях толкателя, которые могут не до конца затянуты.Если же толкатель вращается и хорошо входит в заце пление, но не включает микропереключатель, тон уждаетселев рекори.Для этого отключите станок от сети, а затем снимите панель сэлектрическими входами.У моделей 1250Е момент включения может мотрегулирован вращением болта, который проходит через толкатель.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм.У моделей 650Е と 1000Е такая регулировка производится путем сгибания рычаga (кронштейна) микропереключателя.
2.私は、あなたが私たちの仕事をしている.
3.あなたは普通のことをしている.また、AUXCLAMP は、最新の状態に保たれていることを示しています。
あなたは、私があなたのことを知っていることを知っています.
Это указывает на неисправность размагничивающей цепи.6,8.Также проверьте все диоды と исключите возможное «залипание» контактов в реле.
Станок не сгибает листы большой толщины
1.あなたは、あなたが私たちと一緒にいることを知っています.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.Это означает, что бы не менее 30 mm металического листа выступала за край прижимной балки.あなたは、あなたが何をすべきかを知っています。
2。Для лучшего результата заполняйте пространство кусочками листового металла, толщина которого равна гтолщиме обрабене.デイジーは、あなたが何をすべきかを知りません.
Это также является лучшим методом сделать очень узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление и работу станка для гибки
«Магнабенд» и аксесссуаров к нему.Срок гарантии составляет 12 месяцев со dня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.Исключаются также случаи непредусмотренного ремонта оборудования と нарушения требований инструкции.
私はあなたのことを知っています。
重要事項:
Модель Серийный номер Дата покупки
Адрес и имя дилера
エピソード 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 (10.75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на にゃんにゃん |mm² | Минимально допустимый радиус изгиба в мм | |||||||
| 日 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490~640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
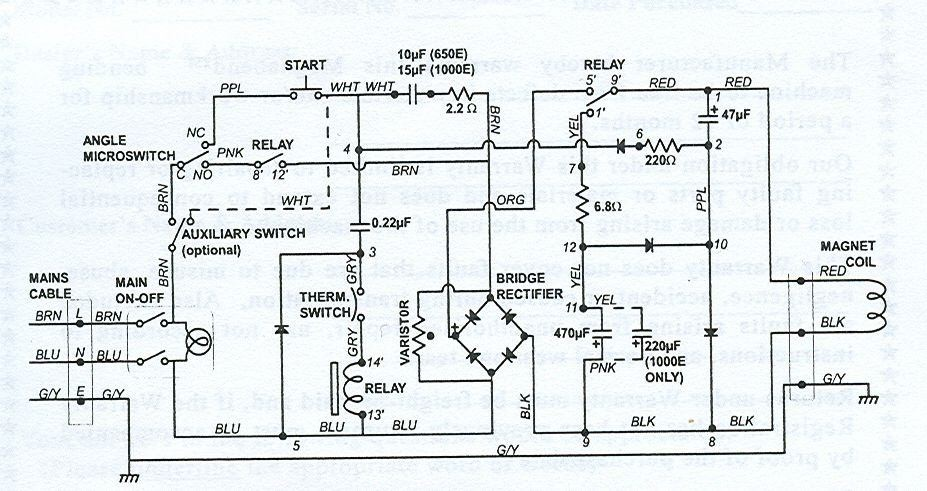
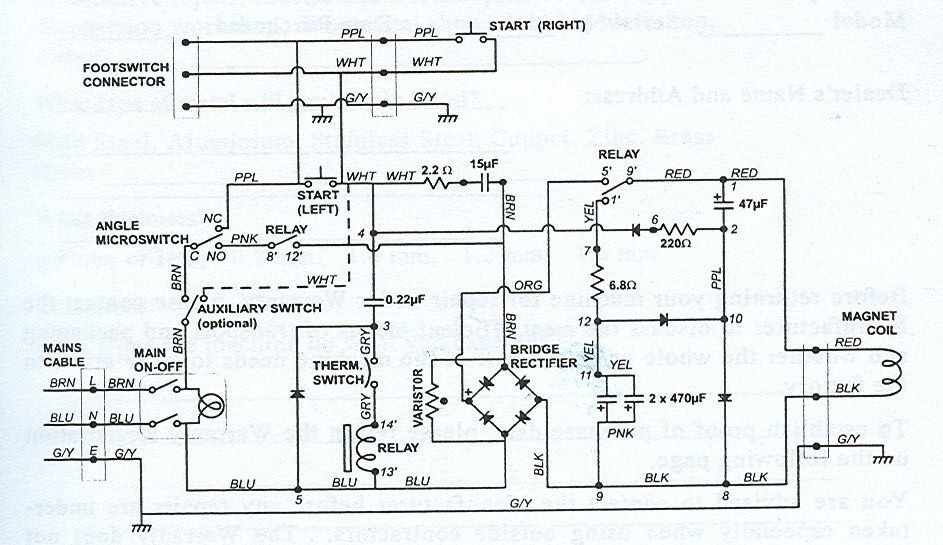
ぱんだ 2. Электросхема。
Модели 650E、EB 1000E:
Модель 1250E:
投稿時間: Sep-13-2022